

Гарачая гідраўлічная прэса





YZ14 Хуткая бясплатная каванне гідраўлічнай прэсы



Тып кадра і структура чатырох калонак;
Выкарыстоўваючы сістэму сервопривода, высокая энергазберагальная эканомія;
Хутка 400 ~ 1000 мм/с, утвараючы 50 ~ 200 мм/с;
Цела зварваюць матэрыялам Q355B, з моцнай агульнай калянасці;
Абсталяваны верхнім нітам і падвойнай падтрымкай прылады абароны бяспекі;
Неабавязковае прыладу дапаможнага цэнтравання, дапаможнае прыладу штампоўкі, дакладнае аўтаматычнае каванне, маніпулятар і іншыя канфігурацыі;
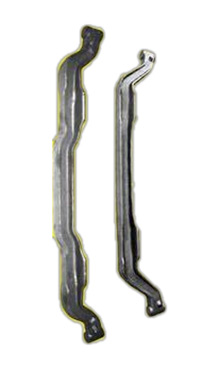
Бясплатная каванне, прыдатная для вялікіх палад з простым выглядам, для кавання розных вялікіх валаў, кольцаў, пірожных, зліткаў і пласцін;
Падыходзіць для кавання розных вугляродных сталі, сплаву сталі, інструментальнай сталі, падшыпнікавай сталі, спружыннай сталі, нержавеючай сталі і высокай тэмпературнай сплававай сталі;
Выкарыстоўваецца ў аэракасмічнай, магутнасці, прамысловасці, суднабудаванні, транспарціроўцы і іншых галінах;



Дакладнасць гідраўлічнай прэсы


Тып рамы і структура чатырох калонак, якую можна выкарыстоўваць для гарачай каўчаты або халоднай экструзіі.
Сістэма кіравання сервоприводам, ліццё мікра-руху, дакладнасць кіравання ціскам 1%;
Рэгуляваная хуткасць 1 ~ 100 мм/с, змена хуткасці стэплес, высокая дакладнасць фарміравання;
Цела зварваюць матэрыялам Q355B, з моцнай агульнай калянасці;
Цыліндр выкіду, абсталяваны верхнім і ніжнім выкідваннем, мае ўбудаваны датчык, каб дакладна кантраляваць ліццё выкіду;
Шырока выкарыстоўваецца ў аўтамабільнай, машынах, нафтахімічнай, вытворчасці катлоў, аэракасмічнай, суднабудавання і іншых галінах.
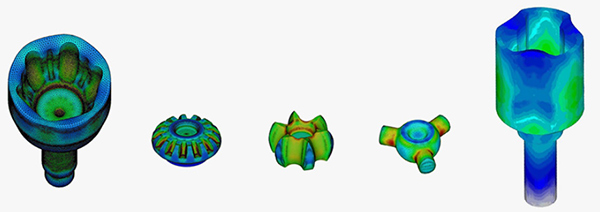
Аднаразовае фарміраванне шматгранных структурных дэталяў можа значна павялічыць трываласць дэталяў, знізіць выдаткі на вытворчасць і прасоўваць больш лёгкія часткі.

Гарачая гідраўлічная прэса


Асноўнай асаблівасцю каўпання гарачых штампаў з'яўляецца кантроль над адхіленнем тэмпературы паміж формай і ўтворанай часткай. Тэмпература цвілі можа быць вышэйшай, чым у матэрыяльнай тэмпературы, ізатэрмічнай і нізкай тэмпературы. Дэфармаваны матэрыял часта падвяргаецца дынамічнай перакрышталізацыі падчас працэсу кавання, што робіць каванне структуры раўнамернай і эквіаксированной тонкай марфалогіяй крышталяў;
Дакладнасць кіравання ціскам ± 0,1mpa, дакладнасць кіравання становішчам ± 0,02 мм。
Хуткасць фарміравання хуткая, утвараныя дэталі маюць высокую вымяральную дакладнасць і нізкую цану.
Неабавязковае электрычнае ацяпленне, прамежкавая частата, высокая частата і іншыя метады нагрэву, аўтаматычная загрузка і разгрузка, выезд з варштату;
Шырока выкарыстоўваецца ў транспарце, транспартных сродках, аэракасмічнай, суднабудаванні, інфраструктуры, 3C электронікі і іншых палёчах


Шматкарыстальная гідраўная гідраўлічная прэса



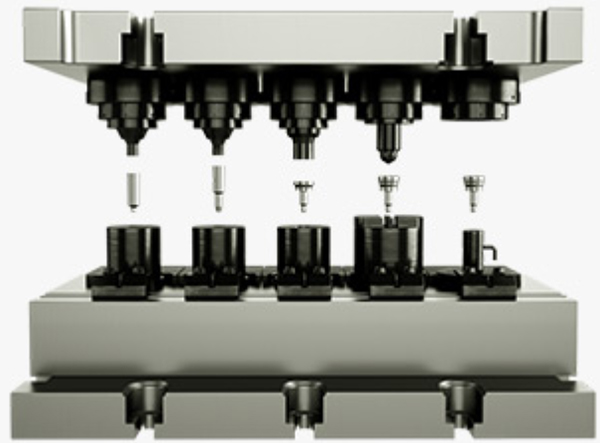


Шматкарыстальніцкая гідраўлічная прэса-гэта сінхроннае абсталяванне для падробкі мульты-стацыі, прыдатнае для фарміравання спецыяльных палад, а таксама можа выкарыстоўвацца для працэсаў фарміравання аднаразовай і халоднай экструзіі;
Сістэма кантролю сервопривода, стабільны кантроль над бітам, высокая энергія;
Структура накіроўвалых тыпаў кадра, хуткая каванне 2 ~ 5 працэсаў, хуткасць каўкі 3 ~ 30S/час, высокая дакладнасць каўкі;
Q355B Матэрыял зварнага цела, моцная агульная калянасць;
Індывідуальны дыяпазон 1 ~ 80 млн, неабавязковая аўтаматычная цэнтральная прылада, аўтаматычная загрузка і разгрузка робата, робат -робат і іншыя канфігурацыі.
Дастасавальна да розных прадуктаў кавання з простымі і сіметрычнымі формамі;
Невялікі вал, кольца, пірог, злітка, пласцінка, рукав, апрацоўка падшыпнікаў;
Каўка з розных вугляродных сталі, сплаўнай сталі, інструментальнай сталі, сталі, спружыннай сталі, нержавеючай сталі і высокай тэмпературнай сплававай сталі;



Шматнакіраваная гідраўлічная прэса памерці



Гэтая серыя гідраўлічных націскаў распрацаваны з структурай рамы, абсталяванай асноўным алеемным цыліндрам і пярэдняй, задняй, злева і правым гарызантальным цыліндрам, са стабільнай сілай і высокай дакладнасцю;
Структура простая, хуткасць выкарыстання матэрыялу высокая, большасць памянёў утвараецца за адзін раз, а кошт вытворчасці зніжаецца;
Хуткасць 50 ~ 400 мм/с, сінхронная экструзія з бакавым цыліндрам ; Цела зварваюць матэрыялам Q355B, з моцнай агульнай калянасці;
Асноўныя прадукты, якія ўтвараюць, маюць высокую дакладнасць і не падкажа Die Taper ; з дапамогай сістэмы сервопривода, высокай эканоміі энергіі;
Прымяняецца да розных прадуктаў са складанымі формамі і вялікай колькасцю;
Падыходзіць для розных кузава клапана, трубных суставаў, канцавых суставаў, вузлоў вала дыска і іншых палад;
Падыходзіць для кавання розных вугляродных, медных, алюмініевых і сплаўных сталёвых матэрыялаў;
Яго можна непасрэдна наладзіць з гарачым маніпулятарам штампоўкі і прамежкавай частатой печы, каб рэалізаваць цалкам аўтаматызаванае ліццё;





