

Awtomatikong Ferrite Magnetic Hydraulic Press

Mga sangkap sa makina: Pagpadayon (lakip ang magnetized wire package), hydraulic pump station, electric contric Molld Frame, awtomatikong blangko nga pagkuha sa makina.
WhatsApp: +86 176 0282 8986
Sukaranan nga mga Estudyante sa Teknikal
1) Ang Gear Pump Servo Hydraulic System gigamit aron pabugnawan ang lana sa pressure aron masiguro ang presyur, kalig-on sa diha nga ang press gigamit nga padayon sa usa ka hataas nga panahon;
2) Ubos nga pagkonsumo sa enerhiya ug pag-save sa gahum. Ang pagkonsumo sa kuryente sa tibuuk nga makina parehas sa 150-tonda nga press, ug ang output sa pagbalhin 53% labaw pa sa 150-tonda nga press;
3) Ang sumbanan nga base sa hulma gitakda sa host, ug ang mga hulmahan nga gihulma nga mga bahin mahimong dali nga ma-disassembled ug pulihan kung ang hulmahan gipulihan, ug ang agup-op nga lig-on ug ang agup-op nga independente;
4) Ang panguna nga lawas mao ang usa ka hingpit nga cast steel (o cast iron) nga lawas, ug ang taas ug ubos nga mga buhat, magned nga mga baybayon nga giputos sa puthaw nga mga cores, ug uban pa ang mga bahin sa puthaw nga puthaw. Ang taas nga kusog nga mekanikal, compact nga istruktura, gamay nga lugar sa pag-install, sayon alang sa manual o awtomatikong blangko nga pagkuha;
5) Ang nag-unang yunit mao ang upat nga istruktura nga haligi, nga nagsagop sa usa ka taas nga gipabugnaw nga air-cooled wire nga pakete.
6) Pagsagop sa Touch Screen ug Sensor aron makaamgo sa interface sa More-Machine, ang pag-debug dali ug dali;
7) Ang mga sangkap sa hydraulic sa high-pressure pump station mogamit mga artipisyal nga mga balbula sa Italya,
8) makatagbaw sa sulud nga sulud sa sulud sa tubig (34% nga sulud sa tubig) Awtomatiko nga indeyksiyon, lig-on ug kasaligan nga pagsuyup
Kaso sa Kompanya


Mga parameter sa makina
| Ngalan | Usa | Bili | |
| Modelo | / | Yf-230t | |
| Puro sa Upper Cylinder | KN | 2300 | |
| Diameter sa taas nga silindro | mm | 360 | |
| Upper Cylinder Stroke | mm | 495 | |
| Ubos nga Sakit sa Cylinder | KN | 1000 | |
| Ubos nga Diameter sa Cylinder | mm | 250 | |
| Ubos nga Stroke sa Cylinder | mm | 145 | |
| Kadali sa RAM | Panapos | mm / s | >180 |
| Mahinay nga pamaagi | mm / s | 2-10 | |
| Mahinay nga Pagpadayon | mm / s | 0.02-1.5 (Nahiangay) | |
| Dali nga Pagpugos | mm / s | 0.1-2.5 (Nahiangay) | |
| Pag-uli | mm / s | >90 | |
| Kadali nga Pag-ensyal | Ipagula | mm / s | 20 |
| Pag-uli | mm / s | 35 | |
| Max. Libre nga wanang sa taas ug ubos nga trabaho | mm | 1080 | |
| Ang gidak-on nga gidak-on (gitas-on nga gilapdon sa X) | mm | 1460 × 860 | |
| Top-Mounted Air-Cooled Wire Package | / | Ang Air-cooled magnetizing coil 100000ampe-turn | |
| Max. Ang gidaghanon sa injection pump | L | 4.1 | |
| Max. Pag-load sa mixer | L | 180 | |
| Total nga gahum sa tibuuk nga makina | KW | 65 | |
| Batakang Base | / | 550mm gap taliwala sa mga base nga mag-umol, taas nga 300mm | |
| Oras sa siklo | S | 60 | |
Haligi

Ang mga giya sa mga haligi (mga haligi) himuonC45 nga init nga nakapalimtan nga puthawug adunay usa ka lisud nga chrome coating nga gibag-on 0.08mm. Ug pagbuhat sa pagpagahi ug pagtambal sa pag-antos.
Panguna nga lawas
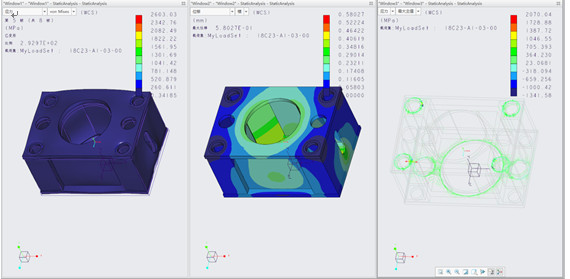
Ang laraw sa tibuuk nga makina nagsagop sa disenyo sa computer optimization ug pag-analisar sa katapusan nga elemento. Ang kalig-on ug kalig-on sa mga ekipo maayo, ug ang hitsura maayo. Ang tanan nga mga gipintalan nga mga bahin sa makina sa makina gipamubu sa taas nga kalidad nga steel mill q345b steel plate, nga gipintalan sa carbon dioxide aron masiguro ang kalidad sa welding.
Silindro
| Bahin | Fkasugayon |
| Cylinder baril |
|
| PISTON ROD |
|
| Sotan | Pagsagop sa Hapon nga Nok Brand BRANDEME SEALING RING |
| Piston | Gigiyahan sa plating sa tumbaga, maayo nga pagsukol sa pagsukol, pagsiguro sa dugay nga operasyon sa silindro |
Sistema sa SERVO
1.Servo system composisyon

Prinsipyo sa Control sa Servo
Ang nag-unang silindro nga itaas nga sambingay nga adunay sensor sa presyur, slide nga adunay controller controller. Sumala sa signan sa feedback sa presyur, ang posisyon sa feedback signal, presyur nga gihatag nga signal, posisyon nga gihatag sa rotational nga pag-signal sa pump output alang sa presyur, pagpugong sa pump ug pagpugong sa pump ug pagpugong sa pump ug pagpugong sa pump ug pagpugong sa pump ug posisyon sa pump ug pagpugong sa pump ug posisyon sa pump.
Ang press nagsagop sa PID nga i-adjust ang presyur ug posisyon, pinaagi sa katulin sa motor sa servo aron mag-una sa Closed-Loop Control. Pinaagi sa pag-adjust sa katulin sa motor sa servo, makontrol ang presyur, katulin, posisyon ug uban pang mga parameter sa hydraulic nga press, sa pagpugong sa presyur, ang uban nga mga sangkap sa pagpugong sa pagpugong sa pag-undang sa pag-circut sa hydraulic.
3.Usa ka sistema sa servo
Pag-save sa Enerhiya
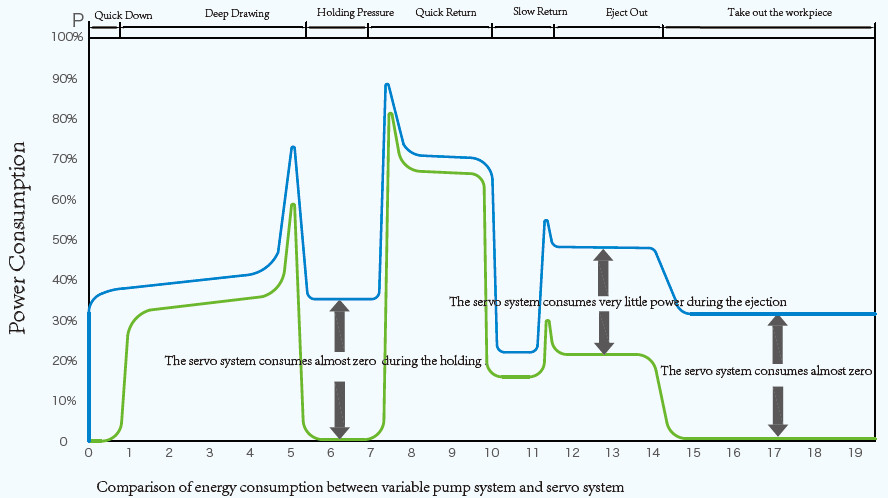
Itandi sa tradisyonal nga variable pump System, ang Servo Oil Pump Semana naghiusa sa paspas nga pag-usab sa pag-usab sa mga characy sa Serveo ug ang kusog nga pag-save sa lana sa pag-undang, ug kusogAng pag-save sa rate mahimong moabut hangtod sa 30% -80%.
Batid
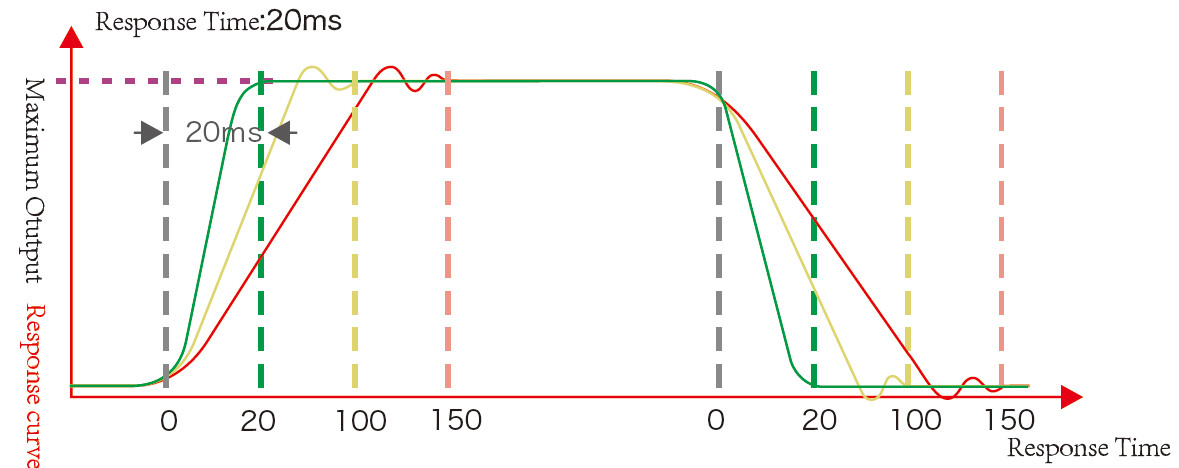
Ang katulin sa pagtubag paspas ug ang oras sa pagtubag ingon ka mubo sama sa 20ms, nga nagpalambo sa katulin sa pagtubag sa hydraulic system.
Pagkatukma
Gipasalig sa paspas nga paspas nga paspas ang pag-abli ug pagtapos nga katukma, ang katukma sa posisyon makaabut sa 0.1mm, ug ang espesyal nga posisyon sa posisyon sa posisyon nga katukma makaabut sa ± 0.01mm.
Ang high-katukma, ang module sa Algorithm sa ALGORITHM nagsiguro sa malig-on nga presyur sa sistema ug pagpit-os nga pagbag-o nga dili mubu sa ± 0.5 bar, pagpalambo sa kalidad sa produkto.
Proteksyon sa Kalikopan
Kasaba: Ang kasagaran nga kasaba sa sistema sa Hydraulic servo mao ang 15-20 DB nga mas ubos kaysa sa orihinal nga variable pump.
Temperatura: Pagkahuman gigamit ang sistema sa servo, ang temperatura sa lana sa hydraulic mikunhod sa kinatibuk-an, nga nagpalambo sa kinabuhi sa hydraulic seal o pagkunhod sa gahum sa cooler.
Programa
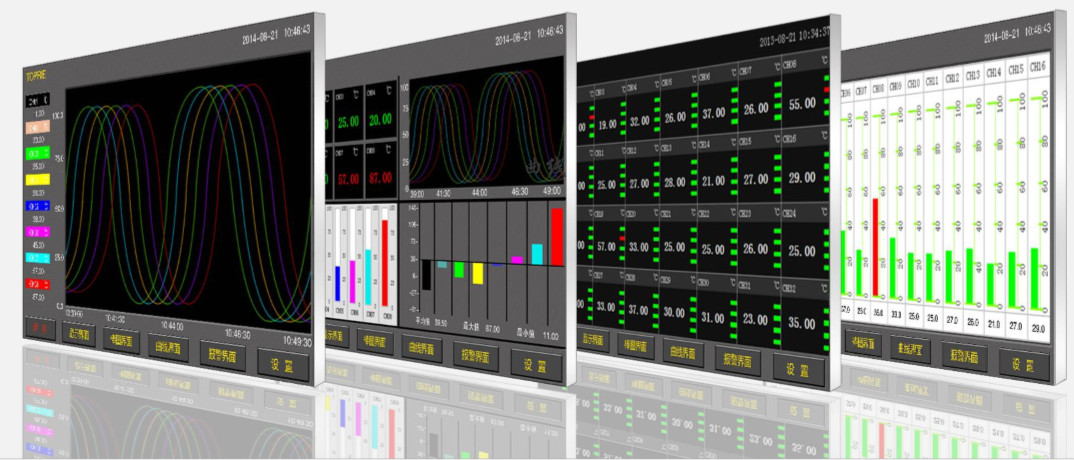
Nahibal-an sa Multi-Screen Industrial Host Computer ang panguna nga mga parameter sa proseso ug mga sayup nga pag-aghat sa press, labi na lakip ang mosunud nga sukaranan nga kasayuran:

● Kwento(MPA, ℃) ● Gipanalipdan ang password ● Digital nga display ● Tracactility sa datos
| Platen nga posisyon, 0 sa hingpit nga bukas nga posisyon sa posisyon sa posisyon Pag-ayo sa hangin | Pag-ayo sa siklo, entablado sa programa sa programa.CLAMP Kakusog
|
Kaluwas nga aparato

Photo-electrical nga guwardya sa kaluwasan sa unahan ug likod

Slide locking sa TDC

Duha ka operasyon sa operasyon sa kamot

Hydraulic Support Social Circuit

Pag-ayo sa Pagpanalipod: Balita sa Kalig-on

Ang alarma sa lebel sa Liquid: Ang lebel sa lana

Pasidaan sa temperatura sa lana

Ang matag bahin sa elektrisidad adunay sobra nga panalipod

Mga bloke sa Kalig-on

Ang mga lock nuts gihatag alang sa mga pagbalhin nga mga bahin
Ang tanan nga aksyon sa press adunay function sa Kaluwas sa Kaluwas, ang eg nga mabalhinon nga trabaho dili molihok gawas kung ang unlan nga mobalik sa una nga posisyon. Ang slide dili mapugos kung ang pagbalhin sa trabaho nga gipilit. Kung nahinabo ang panagbangi, gipakita sa alarma sa touch screen ug ipakita kung unsa ang panagbangi.
Hydraulic nga sistema

Kalidad
1.On nga tanke nga gipilit ang pinugos nga pagsala sa sistema sa pagsala (pagpabugnaw sa oil chiller, temperatura sa lana sa lana
2.Ang sistema sa hydraulic nagsagop sa integrated nga sistema sa pagkontrol sa Cartridge nga adunay tulin nga tulin ug pag-ayo sa pag-transmission.
3.Ang tanke sa lana adunay kasangkapan sa air filter aron makigsulti sa gawas aron masiguro nga ang hydraulic oil wala mahugawan.
4.Ang kalambigitan tali sa pagpuno sa balbula ug ang tanke sa gasolina naggamit usa ka flexible nga hiniusa aron malikayan ang pag-uyog gikan sa pagbalhin sa gasolina ug hingpit nga masulbad ang problema sa leakage sa lana.
5.Ang pipe pipe sa hydraulic nga panguna gihimo sa seamless steel pipe, ug ang dako nga agianan sa lana sa diameter gipilde. Ang koneksyon sa pipe nga konektado sa Sae Flange kutob sa mahimo. Kini usa ka type nga welding nga adunay maayo nga epekto sa welding ug epektibo nga masulbad ang problema sa pagtulo sa lana nga gipahinabo sa dili maayo nga welding.







