

Hydraulický lis kovový prášek

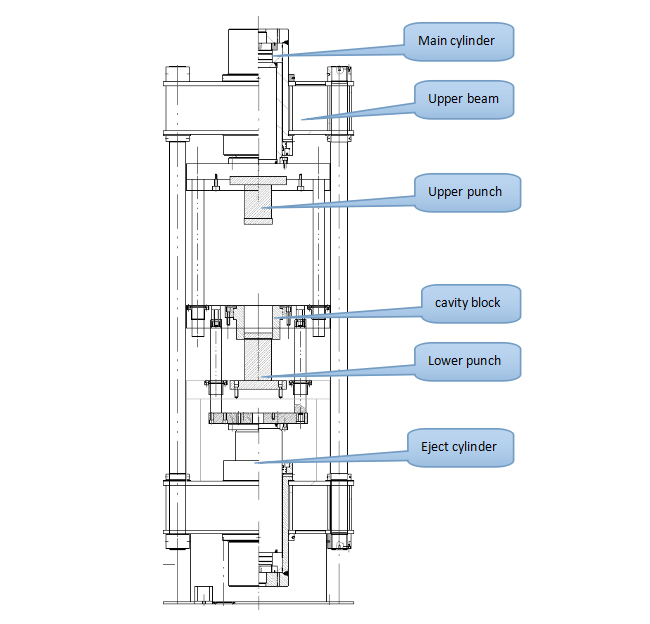
Fram plísní
1) Základna formy je vyrobena hlavně z 40cr a 45# oceli kováním, otáčením a jemným broušením, aby byla zajištěna dostatečná přesnost oceli a odpovídající. Povrch vodítka přijímá diferenciaci materiálu, aby chránil povrch před oděrem, jako je měděné vodicí pouzdro. S Cr.
2) Horní část formy rámu formy je jediný horní úder a horní úder je přímo upevněn na horním punčovém skluzu; Forma je fixována v negativní šabloně a v procesu lisování se provádějí jak aktivní potlačování plovoucí, tak nucené plovoucí potlačení. Libovolně vybrána, „práškové“, plovoucí potlačení, zpoždění přidržení tlaku, zpoždění tlaku atd. Lze při stisknutí realizovat. Při pohybu prášku jsou horní a dolní plovoucí negativní formy synchronně s horním úderem.
3) Metoda demoldringu má obecné demold a ochranu pro výběr; Forma a podzemí má simultánní demilding a ženská forma je stažena dolů, aby přímo uvolnila formu, a aktivní uvolňování formy ženské formy je prospěšné pro lepší ochranu produktu před snadno poškozením.
4) Výška krmení, výška lisování produktu a snímač posunu posunu z demonálu k detekci polohy a přesnosti kontroly programu PLC a s mechanickým limitem zařízení.
5) Na kloubu je instalován kompozitní nekovový materiál mezi plovoucí deskou a dutinovým blokem rámu formy a kompozitní nekovový materiál je izolován v krmné botě a skladovací násypky a všechny kovové části nejsou v kontaktu se surovinovým práškem.
Systém krmení
1. Systém krmení bude mít 6 násypků a každá násypka načte různé suroviny.
2. Hopper lze otočit a má dobré těsnění.
3.automatické zatížení surovin, každých 5-10 tahů.
4. Množství pracovního místa lze nastavit na HMI, 1,2,3… 10, pracující společně.
5.6 V horní části stroje budou nainstalovány velké násypky, každá násypka může načíst 15 kg prášku.

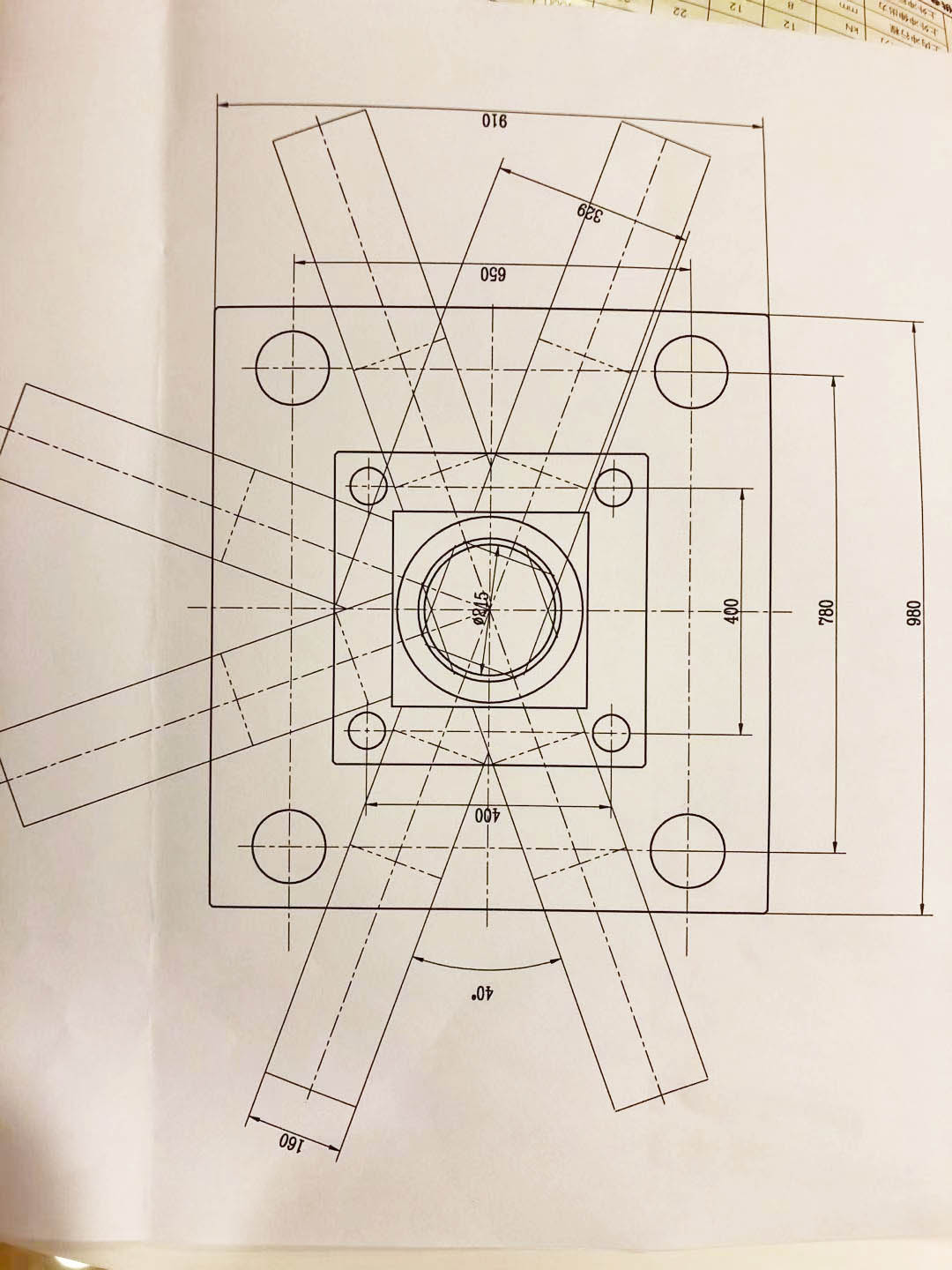
Pilíř

Vodicí sloupce (sloupy) budou vyrobeny zC45 Hot Ferging Steela mít tvrdou chromovou tloušťku povlaku 0,08 mm. A provádět kalení a temperování.
Výrobní standardy
JB/T3818-99„Technické podmínky hydraulického lisu„
GB5226.1-2002„Bezpečnost mechanických a elektrických zařízení na stroji-Část 1: Obecné technické požadavky„
GB/T 3766-2001„Obecné technické požadavky na hydraulické systémy„
GB17120-97„Stiskněte technické požadavky na strojní zařízení„
JB9967-99„Hydraulický stroj šumu„
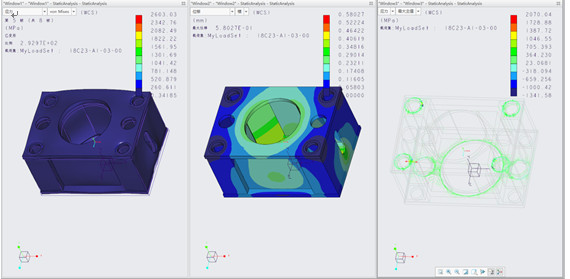
Hlavní tělo
Konstrukce celého počítače přijímá návrh a analýzy optimalizace počítače s konečným prvkem. Síla a rigidita zařízení jsou dobrá a vzhled je dobrý. Všechny svařované části těla stroje jsou svařovány vysoce kvalitní ocelovou ocelovou deskou Q345B, která je přivařena oxidem uhličitým, aby byla zajištěna kvalita svařování.
Válec
| Díly | FJíst |
| Válce válce |
|
| Pístová tyč |
|
| Těsnění | Přijměte japonský pečeťový prsten kvality značky NOK |
| Píst | Vedený měděným pokovováním, dobrým odporem opotřebení, zajištění dlouhodobého provozu válce |
Servo systém
1. Složení systému Servvo

2. Advantages servo systému
Úspora energie
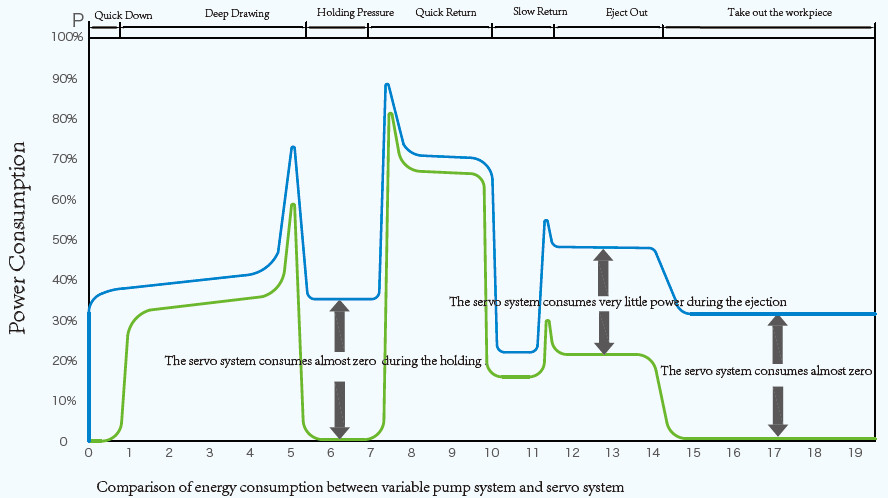
Ve srovnání s tradičním systémem proměnných čerpadla kombinuje systém servomového olejového čerpadla charakteristiky regulačního motoru s rychlou rychlostí a samoregulační charakteristiky tlaku oleje hydraulického olejového čerpadla, což přináší obrovský potenciál úspory energie a energii a energiiÚspora sazby může dosáhnout až 30%-80%.
Účinný
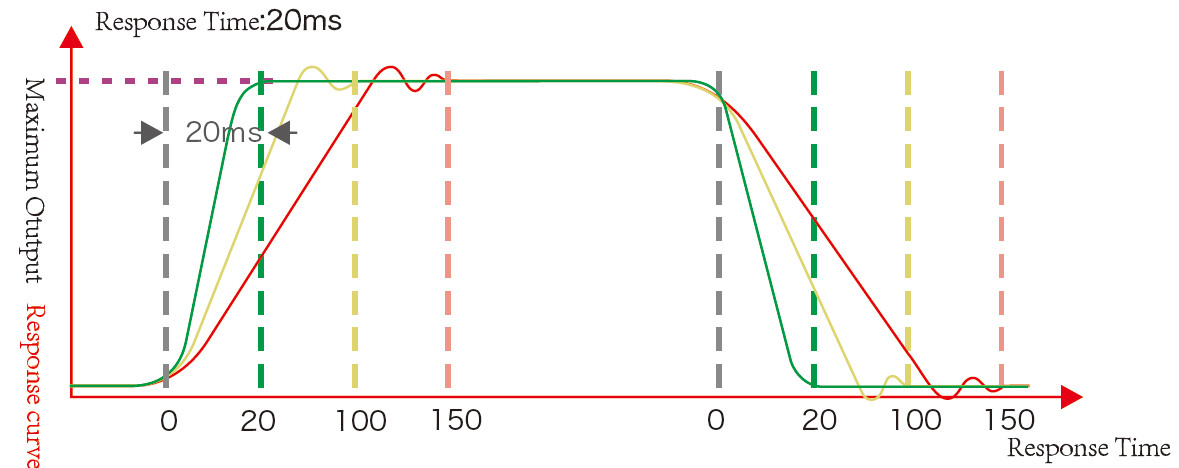
Rychlost odezvy je rychlá a doba odezvy je stejně krátká jako 20ms, což zlepšuje rychlost odezvy hydraulického systému.
Přesnost
Rychlá rychlost odezvy zaručuje přesnost otevírání a uzavření, přesnost polohy může dosáhnout 0,1 mm a přesnost polohy pozice speciální funkce může dosáhnout± 0,01 mm.
Algoritmický modul PID s vysokou přesností, vysokou odpovědí, zajišťuje stabilní tlak a výkyvy tlaku menší než méně než± 0,5 bar, zlepšení kvality produktu.
Ochrana životního prostředí
Hluk: Průměrný hluk hydraulického servovalu je o 15-20 dB nižší než u původního proměnného čerpadla.
Teplota: Po použití servovarského systému je celkově snížena teplota hydraulického oleje, což zvyšuje životnost hydraulického těsnění nebo snižuje výkon chladiče.
Bezpečnostní zařízení

Fotoelektrický strážce bezpečnosti přední a zadní

Slide Locking na TDC

Stojan pro dvě ruky

Pojišťovací obvod hydraulické podpory

Ochrana přetížení: Bezpečnostní ventil

Alarm na úrovni kapaliny: hladina oleje

Varování teploty oleje

Každá elektrická část má ochranu přetížení

Bezpečnostní bloky

Pro pohyblivé díly jsou poskytovány blokovací matice
Veškerá akce tisku mají funkci bezpečnostního blokování, např. Movibilní pracovní stůl nebude fungovat, pokud se polštář nevrátí do počáteční polohy. Slide nemůže stisknout, když se stiskne pohyblivý pracovní stůl. Když dojde ke konfliktnímu provozu, alarm na dotykové obrazovce a ukazuje, jaký je konflikt.
Hydraulický systém
1. Byla nastavena nádrž na olejovou nádrž vynucené chladicí filtrační systém (zařízení pro chlazení vody typu průmyslové desky, chlazení cirkulační vodou, teplota oleje ≤ 55 ℃ , ujistěte se, že stroj může neustále tlačit za 24 hodin.)
2. Hydraulický systém přijímá integrovaný systém řízení ventilu s rychlou rychlostí odezvy a vysokou účinností přenosu.
3. Olejová nádrž je vybavena vzduchovým filtrem pro komunikaci s vnější stranou, aby se zajistilo, že hydraulický olej není znečištěn.
4. Propojení mezi plním ventilem a palivovou nádrží používá flexibilní kloub, aby se zabránilo přenosu vibrací do palivové nádrže a zcela vyřešilo problém úniku oleje.








