

સંયુક્ત એસ.એમ.સી. બી.એમ.સી. હાઇડ્રોલિક પ્રેસ




ઝેંગક્સી એસએમસી બીએમસી હાઇડ્રોલિક પ્રેસ પણ કહેવામાં આવે છેહાઈડ્રોલિક કમ્પોઝિટ મોલ્ડિંગ પ્રેસ, તે એસએમસી, બીએમસી, એફઆરપી, જીઆરપી અને તેથી વધુ જેવી કમ્પોઝિટ સામગ્રીના કમ્પ્રેશન મોલ્ડિંગમાં લાગુ પડે છે. અમારા એસએમસી ફોર્મિંગ પ્રેસ અને પ્રેસ સંયુક્ત ઉદ્યોગની સુપરિયોર ઉત્પાદન ક્ષમતાઓ, તેમજ સમારકામ અને અપગ્રેડ વિકલ્પોની .ફર કરે છે. અમે નવા કસ્ટમ્સ હાઇડ્રોલિક મોલ્ડિંગ પ્રેસ સપ્લાય કરી રહ્યા છીએ, અને ઝેંગક્સી એએસએલઓ તમામ મેક અને મોડેલોના હાલના કમ્પ્રેશન મોલ્ડિંગ પ્રેસ માટે રિપેર અને અપગ્રેડ વિકલ્પોની વિસ્તૃત સૂચિ પ્રદાન કરે છે. અમારા હાઇડ્રોલિક મોલ્ડિંગ પ્રેસનો ઉપયોગ નવીન ઓટોમોટિવ, એરોસ્પેસ, industrial દ્યોગિક વગેરેના વ્યાપક વિવિધ બનાવવા માટે થાય છે: +86 176 0282 8986
યંત્ર -સુવિધાઓ
- તે મુખ્યત્વે થર્મોસેટિંગ (એફઆરપી) પ્લાસ્ટિક અને થર્મોપ્લાસ્ટિક ઉત્પાદનોના અભિન્ન રચના માટે વપરાય છે. એસએમસી, બીએમસી, ડીએમસી, જીએમટી અને અન્ય બલ્ક અને શીટ્સના નિર્માણ માટે યોગ્ય.
Maintention હાઇડ્રોલિક સિસ્ટમ જાળવણી પ્લેટફોર્મ, પર્યાવરણને અનુકૂળ, નીચા અવાજ અને સરળ જાળવણી સાથે ટોચ પર સ્થાપિત થયેલ છે.
-મલ્ટિપલ-સ્ટેજ ધીમું ગતિ પ્રેશર રચના, વાજબી અનામત એક્ઝોસ્ટ સમય.
- ઉચ્ચ પ્રેશર ધીમા ઉદઘાટન ઘાટનું કાર્ય, ઉચ્ચ ઉત્પાદનો માટે યોગ્ય.
System સિસ્ટમનો જવાબ, આંકડાકીય નિયંત્રણ સિસ્ટમ.
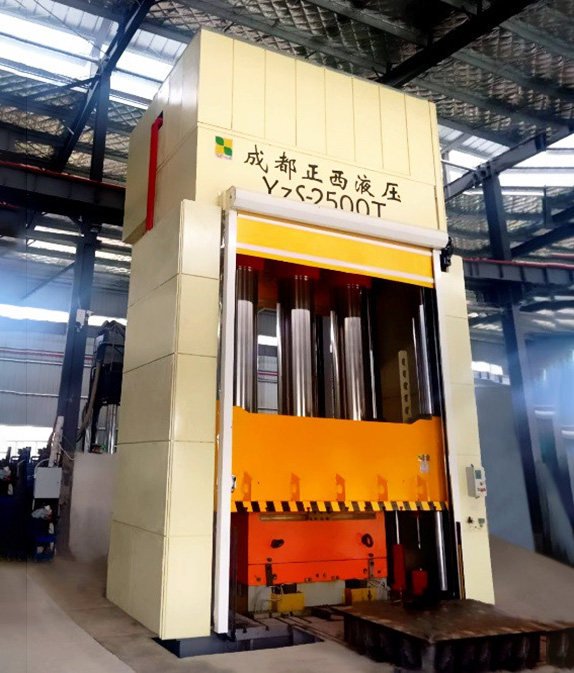
સાઇટ ચિત્ર પર



અરજી
આ મશીન મુખ્યત્વે સંયુક્ત સામગ્રી મોલ્ડિંગ માટે યોગ્ય છે; ઉપકરણોમાં સારી સિસ્ટમની કઠોરતા અને ઉચ્ચ ચોકસાઇ, ઉચ્ચ જીવન અને ઉચ્ચ વિશ્વસનીયતા છે. હોટ પ્રેસની રચના માટેની પ્રક્રિયા 3 પાળી/દિવસના ઉત્પાદનને મળે છે.


ઉત્પાદન ધોરણ
| જેબી/ટી 3818-99.હાઇડ્રોલિક પ્રેસની તકનીકી શરતો. |
| જીબી/ટી 3766-2001.હાઇડ્રોલિક સિસ્ટમ્સ માટેની સામાન્ય તકનીકી આવશ્યકતાઓ. |
| GB5226.1-2002.મશીનરી-મિકેનિકલ અને ઇલેક્ટ્રિકલ સાધનોની સલામતી-ભાગ 1: સામાન્ય તકનીકી આવશ્યકતાઓ. |
| GB17120-97.પ્રેસ મશીનરી સલામતી તકનીકી આવશ્યકતાઓ. |
| Jb9967-99.હાઇડ્રોલિક મશીન અવાજ મર્યાદા. |
| જેબી/ટી 8609-97.પ્રેસ મશીનરી વેલ્ડીંગ તકનીકી શરતો. |
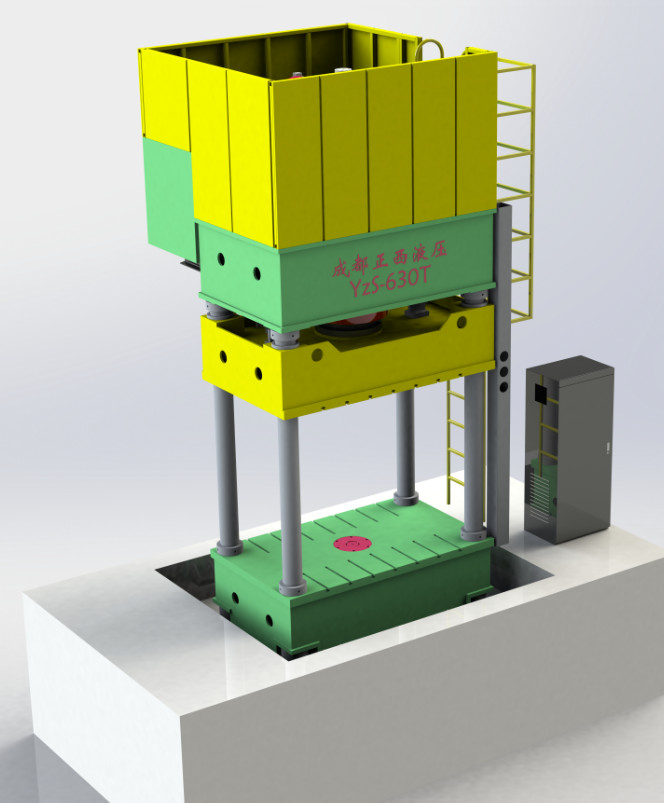
3 ડી ચિત્ર

એચ ફ્રેમ પ્રકાર
4 ક column લમ પ્રકાર
મશીન પરિમાણો
| Iએકસાથે | એકમ | Yz71-4000t | Yz71-3000t | Yz71-2500t | Yz71-2000t | Yz71-1500t | Yz71-1000t |
| દબાણ | kN | 40000 | 30000 | 25000 | 20000 | 15000 | 10000 |
| મહત્તમ. પ્રવાહી દબાણ | સી.એચ.ટી.એ. | 25 | 25 | 25 | 25 | 25 | 25 |
| દિવસનો પ્રકાશ | Mm | 3500 | 3200 | 3000 | 2800 | 2800 | 2600 |
| પ્રહાર | Mm | 3000 | 2600 | 2400 | 2200 | 2200 | 2000 |
| કાર્યસ્થળ કદ | Mm | 4000 × 3000 | 3500 × 2800 | 3400*2800 | 3400*2600 | 3400*2600 | 3400*2600 |
| જમીનની ઉપરની height ંચાઇ | Mm | 12500 | 11800 | 11000 | 9000 | 8000 | 7200 |
| પાયાનો depંડાણ | mm | 2200 | 2000 | 1800 | 1600 | 1500 | 1400 |
| નીચેની ગતિ | એમ.એમ./સે | 300 | 300 | 300 | 300 | 300 | 300 |
| કામકાજની ગતિ | એમ.એમ./સે | 0.5-5 | 0.5-5 | 0.5-5 | 0.5-5 | 0.5-5 | 0.5-5 |
| પાછું ગતિ | એમ.એમ./સે | 150 | 150 | 150 | 150 | 150 | 150 |
| કુલ સત્તા | kW | 175 | 130 | 120 | 100 | 90 | 60 |
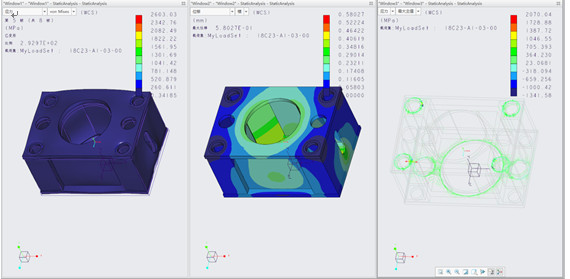
મુખ્ય શરીર
આખા મશીનની ડિઝાઇન કમ્પ્યુટર optim પ્ટિમાઇઝેશન ડિઝાઇનને અપનાવે છે અને મર્યાદિત તત્વ સાથે વિશ્લેષણ કરે છે. ઉપકરણોની શક્તિ અને કઠોરતા સારી છે, અને દેખાવ સારો છે. મશીન બોડીના બધા વેલ્ડેડ ભાગો ઉચ્ચ ગુણવત્તાવાળા સ્ટીલ મિલ ક્યૂ 345 બી સ્ટીલ પ્લેટ દ્વારા વેલ્ડિંગ કરવામાં આવે છે, જે વેલ્ડીંગની ગુણવત્તાની ખાતરી કરવા માટે કાર્બન ડાયોક્સાઇડથી વેલ્ડિંગ કરવામાં આવે છે.
નળાકાર
| ભાગો | Fખાવું |
| નગર |
|
| પિસ્ટન લાકડી |
|
| મહોર | જાપાની નોક બ્રાન્ડ ગુણવત્તા સીલિંગ રીંગ અપનાવો |
| પિસ્ટન | કોપર પ્લેટિંગ, સારા વસ્ત્રો પ્રતિકાર દ્વારા માર્ગદર્શન, સિલિન્ડરના લાંબા ગાળાના ઓપરેશનની ખાતરી |
સ્તંભ

માર્ગદર્શિકા ક umns લમ (થાંભલા) બનાવવામાં આવશેસી 45 હોટ ફોર્જિંગ સ્ટીલઅને સખત ક્રોમ કોટિંગની જાડાઈ 0.08 મીમી છે. અને સખ્તાઇ અને ટેમ્પરિંગ ટ્રીટમેન્ટ કરો. માર્ગદર્શિકા સ્લીવમાં કોપર ગાઇડ સ્લીવ અપનાવે છે, જે વધુ વસ્ત્રો પ્રતિરોધક છે અને મશીનની સ્થિરતામાં સુધારો કરે છે
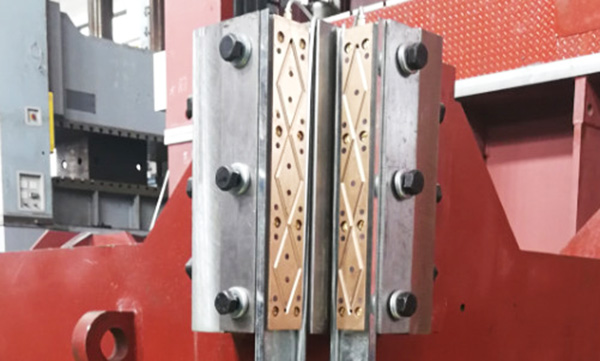
સર્વો -પદ્ધતિ
1. સર્વા સિસ્ટમ રચના

2. સર્વો સિસ્ટમ કમ્પોઝિશન
| નામ | Mખેલ | Pશિષ્ટાચાર | Aઆજ્antageા |
| હિમિ | સેમિન્સ |
| બટનનું જીવન સખત પરીક્ષણ કરવામાં આવે છે, અને 1 મિલિયન વખત દબાવવાથી તે નુકસાન થયું નથી. સ્ક્રીન અને મશીન ફોલ્ટ સહાય, સ્ક્રીન ફંક્શન્સનું વર્ણન કરો, મશીન એલાર્મ્સ સમજાવો અને વપરાશકર્તાઓને મશીન વપરાશમાં ઝડપથી માસ્ટર કરવામાં સહાય કરો
|
| નામ | Mખેલ | Pશિષ્ટાચાર | Aઆજ્antageા |
| પી.સી. | સેમિન્સ | 
| ઇલેક્ટ્રોનિક શાસક એક્વિઝિશન લાઇન પર મજબૂત વિરોધી ક્ષમતા સાથે સ્વતંત્ર રીતે પ્રક્રિયા કરવામાં આવે છે સર્વો ડ્રાઇવનું ડિજિટલ નિયંત્રણ અને ડ્રાઇવ સાથે એકીકરણ |
| સર્વો ડ્રાઈવર
| યાસ્કાવા |
| એકંદરે બસબાર કેપેસિટર સંપૂર્ણ રીતે અપગ્રેડ કરવામાં આવે છે, અને વિશાળ તાપમાન અનુકૂલનક્ષમતા અને લાંબી સેવા જીવન સાથેનો કેપેસિટરનો ઉપયોગ થાય છે, અને સૈદ્ધાંતિક જીવન 4 વખત વધારવામાં આવે છે;
50 એમપીએ પરનો પ્રતિસાદ 50 એમએસ છે, દબાણ ઓવરશૂટ 1.5 કિગ્રા છે, દબાણ રાહતનો સમય 60 મીમી છે, અને દબાણ વધઘટ 0.5 કિલોગ્રામ છે.
|
| સર્વો મોટર
| તબક્કા |
| સિમ્યુલેશન ડિઝાઇન એન્સોફ્ટ સ software ફ્ટવેર દ્વારા હાથ ધરવામાં આવે છે, અને ઇલેક્ટ્રોમેગ્નેટિક પ્રદર્શન શ્રેષ્ઠ છે; ઉચ્ચ પ્રદર્શન એનડીએફઇબી ઉત્તેજનાનો ઉપયોગ કરીને, આયર્નનું નુકસાન ઓછું છે, કાર્યક્ષમતા વધારે છે, અને ગરમી ઓછી છે;
|



3. સર્વો સિસ્ટમના એક્ઝેક્શન
Energyર્જા બચત
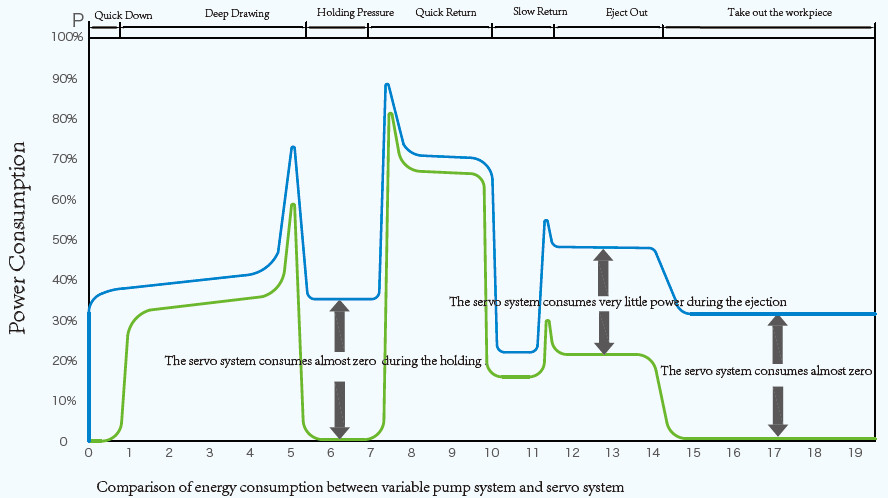
પરંપરાગત ચલ પંપ સિસ્ટમની તુલનામાં, સર્વો ઓઇલ પમ્પ સિસ્ટમ સર્વો મોટરની ઝડપી સ્ટેલેસ સ્પીડ રેગ્યુલેશન લાક્ષણિકતાઓ અને હાઇડ્રોલિક તેલ પંપની સ્વ-નિયમનકારી તેલના દબાણની લાક્ષણિકતાઓને જોડે છે, જે વિશાળ energy ર્જા બચત સંભવિત અને energy ર્જા લાવે છેબચત દર 30%-80%સુધી પહોંચી શકે છે.
કાર્યક્ષમ
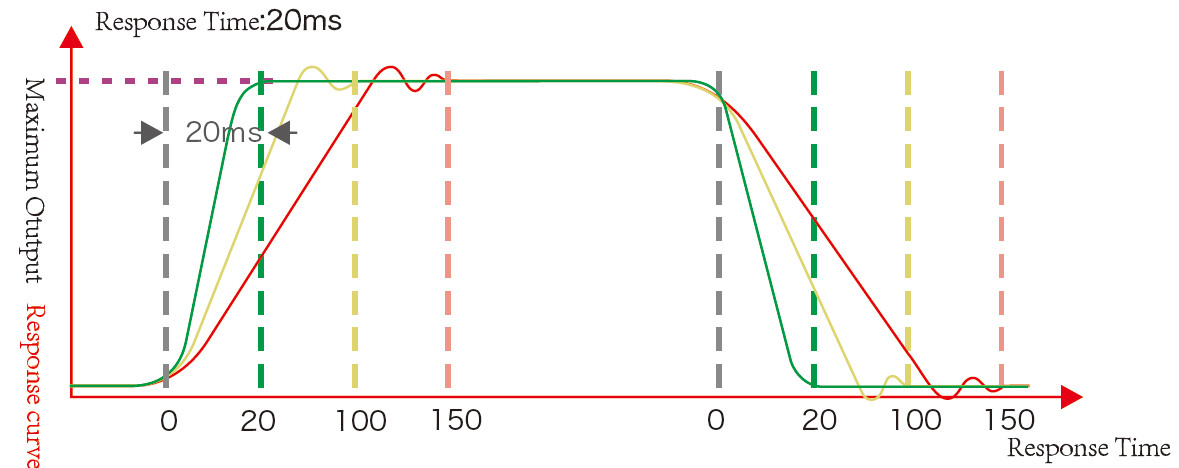
પ્રતિભાવની ગતિ ઝડપી છે અને પ્રતિસાદ સમય 20 એમએસ જેટલો ઓછો છે, જે હાઇડ્રોલિક સિસ્ટમની પ્રતિભાવ ગતિમાં સુધારો કરે છે.
ચોકસાઈ
ઝડપી પ્રતિસાદની ગતિ ઉદઘાટન અને બંધ ચોકસાઈની બાંયધરી આપે છે, સ્થિતિની ચોકસાઈ 0.1 મીમી સુધી પહોંચી શકે છે, અને વિશેષ ફંક્શન પોઝિશનિંગની ચોકસાઈ પહોંચી શકે છે1 0.01 મીમી.
ઉચ્ચ-ચોકસાઇ, ઉચ્ચ-પ્રતિસાદ પીઆઈડી એલ્ગોરિધમ મોડ્યુલ સ્થિર સિસ્ટમ દબાણ અને તેના કરતા ઓછા દબાણના વધઘટની ખાતરી આપે છેTar 0.5 બાર, ઉત્પાદનની ગુણવત્તામાં સુધારો.
પર્યાવરણ
અવાજ: હાઇડ્રોલિક સર્વો સિસ્ટમનો સરેરાશ અવાજ મૂળ ચલ પંપ કરતા 15-20 ડીબી ઓછો છે.
તાપમાન: સર્વો સિસ્ટમનો ઉપયોગ થયા પછી, હાઇડ્રોલિક તેલનું તાપમાન એકંદરે ઘટાડવામાં આવે છે, જે હાઇડ્રોલિક સીલના જીવનમાં વધારો કરે છે અથવા કુલરની શક્તિ ઘટાડે છે.
સલામતી -સાધન

ફોટો-ઇલેક્ટ્રિકલ સેફ્ટી ગાર્ડ ફ્રન્ટ અને રીઅર

ટીડીસી પર લોકીંગ સ્લાઇડ

બે હાથ ઓપરેશન સ્ટેન્ડ

હાઇડ્રોલિક સપોર્ટ વીમા સર્કિટ

ઓવરલોડ સંરક્ષણ: સલામતી વાલ્વ

પ્રવાહી સ્તરનો અલાર્મ: તેલનું સ્તર

તેલનું તાપમાન ચેતવણી

દરેક વિદ્યુત ભાગમાં ઓવરલોડ સંરક્ષણ હોય છે

સલામતી બ્લોક

જંગમ ભાગો માટે લ lock ક બદામ પ્રદાન કરવામાં આવે છે
પ્રેસની બધી ક્રિયામાં સલામતી ઇન્ટરલોક ફંક્શન હોય છે, દા.ત. જંગમ વર્કટેબલ કામ કરશે નહીં સિવાય કે ગાદી પ્રારંભિક સ્થિતિમાં નહીં આવે. જ્યારે જંગમ વર્કટેબલ દબાવતી હોય ત્યારે સ્લાઇડ દબાવતી નથી. જ્યારે વિરોધાભાસી કામગીરી થાય છે, ત્યારે એલાર્મ ટચ સ્ક્રીન પર બતાવે છે અને બતાવે છે કે સંઘર્ષ શું છે.
જળ -પદ્ધતિ

1. ઓઇલ ટાંકી દબાણયુક્ત ઠંડક ફિલ્ટરિંગ સિસ્ટમ સેટ કરવામાં આવી છે (industrial દ્યોગિક પ્લેટ-પ્રકારનું પાણી ઠંડક ઉપકરણ, પાણીને ફરતા દ્વારા ઠંડક, તેલનું તાપમાન, 555 ℃ , ખાતરી કરો કે મશીન 24 કલાકમાં સતત દબાવશે.)
2. હાઇડ્રોલિક સિસ્ટમ ઝડપી પ્રતિસાદ ગતિ અને ઉચ્ચ ટ્રાન્સમિશન કાર્યક્ષમતા સાથે સંકલિત કારતૂસ વાલ્વ નિયંત્રણ સિસ્ટમ અપનાવે છે.
The. હાઇડ્રોલિક તેલ પ્રદૂષિત ન થાય તેની ખાતરી કરવા માટે બહારની સાથે વાતચીત કરવા માટે તેલની ટાંકી એર ફિલ્ટરથી સજ્જ છે.
Fil. ભરણ વાલ્વ અને બળતણ ટાંકી વચ્ચેનું જોડાણ, કંપનને બળતણ ટાંકીમાં સંક્રમિત થવાથી અટકાવવા અને તેલના લિકેજની સમસ્યાને સંપૂર્ણપણે હલ કરવા માટે લવચીક સંયુક્તનો ઉપયોગ કરે છે.











