

મીઠું બ્લોક હાઇડ્રોલિક પ્રેસ


ઝેંગક્સી હાઇડ્રોલિક સ્પેશિયલ ડિઝાઇન વાયઝેડ 79 મીઠાના બ્લોક્સ માટે હાઇડ્રોલિક પ્રેસ.
વોટ્સએપ: +86 176 0282 8986
મુખ્ય વિશેષતા
1. મેઇન ફ્રેમ સામગ્રી: બજારમાં સામાન્ય સામગ્રી સ્ટીલ #Q235 ને બદલે મશીનના મુખ્ય શરીરની રચના માટે સ્ટીલ #Q345B નો ઉપયોગ કરો. બજારમાં સામાન્ય મશીન કરતા શરીરની કઠિનતામાં 1.5 વખત વધારો થાય છે.
2. કોરોશન પ્રોટેક્શન:મીઠું, હ op પર અને લોડિંગ સિસ્ટમના કાટમાળ પ્રકૃતિને ધ્યાનમાં લેતા 304 સ્ટેઈનલેસ સ્ટીલથી બનેલી છે.
3. સ્વચાલિત ખોરાક:લોડિંગ સિસ્ટમના હ op પરમાં એક સેન્સર છે, જ્યારે ત્યાં પૂરતું મીઠું નથી, ત્યારે સિસ્ટમ સ્ક્રુ ફીડર પ્રારંભ કરશે.
4. ગુણવત્તા નિયંત્રણ:ડિવાઇસ પ્રેશર એલાર્મ ડિવાઇસથી સજ્જ છે. જ્યારે મશીનને પૂર્વનિર્ધારિત સ્થિતિ પર દબાવવામાં આવે છે અને દબાણ પહોંચતું નથી, ત્યારે ઉપકરણને ઉત્પાદનની ઘનતા તપાસવા માટે operator પરેટરને યાદ અપાવવા માટે એક એલાર્મ આપશે.
5. સર્વે સિસ્ટમ:
એ. એનર્જી સેવિંગ: energy ર્જા બચત લક્ષ્ય સુધી પહોંચવા માટે હાઇડ્રોલિક પ્રેસ માટે સર્વો મોટર, પંપનો ઉપયોગ કરો. Energy ર્જા બચત 40%-70%સુધી પહોંચે છે, ભવિષ્યના લાંબા સમયથી ખરીદનાર માટે પાવર રેટ પર ઘણા પૈસા બચાવો.
બી. ક્ષેત્ર/પરિસ્થિતિમાં સંપૂર્ણ કાર્યકારી જે સ્થિર શક્તિ પ્રદાન કરી શકતું નથી.
સી. ફાસ્ટ સ્પીડ અને ઉચ્ચ ચોકસાઈ: પ્રેશર 20 એમપીએ રિસ્પોન્સ ટાઇમ 50 મી, પ્રેશર રિલીફ ટાઇમ 60 એમએસ, સંપૂર્ણ મશીન આઉટપુટ સ્પીડ 10%ની આસપાસ વધે છે. પ્રેશર ચોકસાઈ +-0.5kgf, ઉત્પાદનમાં નિષ્ફળતા દરને ખૂબ ઘટાડે છે અને ઉત્પાદનની ગુણવત્તામાં સુધારો.
ડી. લાઇફનો ઉપયોગ કરીને: ધીમી ઓવરહિટ, નીચી ઘોંઘાટીયા. લાંબા સમય સુધી મોટર અને હાઇડ્રોલિક તેલને ધીમું કરો, સીલ જેવા વેર ભાગોને સુરક્ષિત કરો. જીવનનો ઉપયોગ કરીને આખા મશીનનો લંબાવો.
E.ASY જાળવે છે: સર્વો સિસ્ટમ પ્રોગ્રામરને ધ્યાનમાં લેતા ભાગ્યે જ જોવા મળે છે, જાળવણી ગ્રાહક માટે મુશ્કેલ હોઈ શકે છે તેથી અમે પીએલસીને બદલે સર્વો કમ્પ્યુટરને બદલીએ છીએ જે મશીનનો ઉપયોગ કરવા માટે સામાન્ય છે, ગ્રાહક સ્થાનિકમાં મશીન જાળવી શકે છે.
6. માળ:કેલિબ્રેશન વાલ્વ અને ત્રણ પોઝિશન સંચાલિત ડિસ્ટ્રિબ્યુટર સાથે સજ્જ, વર્કટેબલ ફરકાવવા માટે તેલ અને કેપસ્ટનથી પૂર્ણ. 4 ક column લમ પ્રકારનું માળખું, સરળ, આર્થિક અને વ્યવહારુ.
7. સલામતી ડિઝાઇન:ઘાટને નુકસાન અટકાવવા માટે યાંત્રિક મર્યાદા ઉપકરણવાળા ઉપકરણો. સલામતી અકસ્માતોને રોકવા માટે ફોટોઇલેક્ટ્રિક સંરક્ષણ અને સલામતીની વાડ સાથે.
8. વેચાણ પછીની સેવા:
એ. ડ્યુરીંગ વોરંટી ઝેંગક્સી ગ્રાહકના મશીનની સંપૂર્ણ જવાબદારી લેશે, કોઈપણ ભાગોમાં સમસ્યા હોય છે ઝેંગક્સી ગ્રાહકને નવી મફત રિપ્લેસમેન્ટ મોકલશે, રિપ્લેસમેન્ટની નૂર પણ ઝેંગસી દ્વારા આવરી લેવામાં આવી છે.
બી. ડોર-ટુ-ડોર સર્વિસનો ચાર્જ આગામી તબક્કામાં આપવામાં આવશે.
સી.ટેકનિકલ સપોર્ટ દ્વારા ઇમેઇલ, ફોન અથવા વિડિઓ ક call લ મફત અને આજીવન ઉપલબ્ધ છે.
દરરોજ તકનીકી સ્ટાફ દીઠ service ન-સાઇટ સર્વિસ $ 200 ચાર્જ કરે છે.
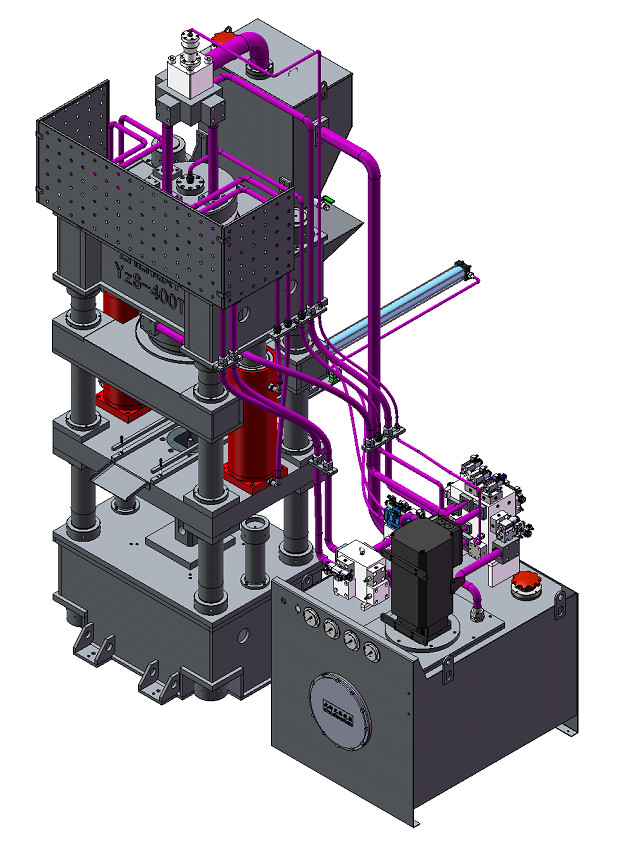
3 ડી ચિત્ર
તે સંપૂર્ણપણે સ્વચાલિત ઉપકરણો, સ્વચાલિત લોડિંગ અને અનલોડિંગ છે. મશીન સ્વચાલિત ઠંડક પ્રણાલીથી સજ્જ છે, જે 24 કલાક સુધી સતત ઉત્પાદન કરી શકે છે.
ઘાટની વિગતો

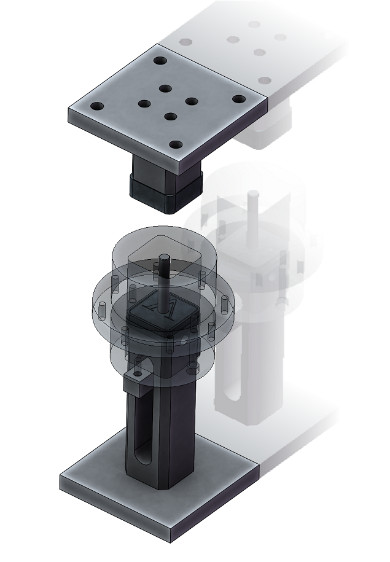
સ્તંભ

માર્ગદર્શિકા ક umns લમ (થાંભલા) બનાવવામાં આવશેસી 45 હોટ ફોર્જિંગ સ્ટીલઅને સખત ક્રોમ કોટિંગની જાડાઈ 0.08 મીમી છે. અને સખ્તાઇ અને ટેમ્પરિંગ ટ્રીટમેન્ટ કરો.
નિયમ
આ મશીન મુખ્યત્વે સ્લેટ બ્લોક રચવા માટે યોગ્ય છે; ઉપકરણોમાં સારી સિસ્ટમની કઠોરતા અને ઉચ્ચ ચોકસાઇ, ઉચ્ચ જીવન અને ઉચ્ચ વિશ્વસનીયતા છે. હોટ પ્રેસની રચના માટેની પ્રક્રિયા 3 પાળી/દિવસના ઉત્પાદનને મળે છે.
ઉત્પાદન ધોરણ
| જેબી/ટી 3818-99.હાઇડ્રોલિક પ્રેસની તકનીકી શરતો. |
| જીબી/ટી 3766-2001.હાઇડ્રોલિક સિસ્ટમ્સ માટેની સામાન્ય તકનીકી આવશ્યકતાઓ. |
| GB5226.1-2002.મશીનરી-મિકેનિકલ અને ઇલેક્ટ્રિકલ સાધનોની સલામતી-ભાગ 1: સામાન્ય તકનીકી આવશ્યકતાઓ. |
| GB17120-97.પ્રેસ મશીનરી સલામતી તકનીકી આવશ્યકતાઓ. |
| Jb9967-99.હાઇડ્રોલિક મશીન અવાજ મર્યાદા. |
| જેબી/ટી 8609-97.પ્રેસ મશીનરી વેલ્ડીંગ તકનીકી શરતો. |
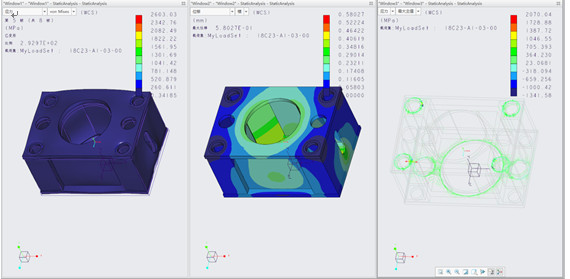
મુખ્ય શરીર
આખા મશીનની ડિઝાઇન કમ્પ્યુટર optim પ્ટિમાઇઝેશન ડિઝાઇનને અપનાવે છે અને મર્યાદિત તત્વ સાથે વિશ્લેષણ કરે છે. ઉપકરણોની શક્તિ અને કઠોરતા સારી છે, અને દેખાવ સારો છે. મશીન બોડીના બધા વેલ્ડેડ ભાગો ઉચ્ચ ગુણવત્તાવાળા સ્ટીલ મિલ ક્યૂ 345 બી સ્ટીલ પ્લેટ દ્વારા વેલ્ડિંગ કરવામાં આવે છે, જે વેલ્ડીંગની ગુણવત્તાની ખાતરી કરવા માટે કાર્બન ડાયોક્સાઇડથી વેલ્ડિંગ કરવામાં આવે છે.
નળાકાર
| ભાગો | Fખાવું |
| નગર |
|
| પિસ્ટન લાકડી |
|
| મહોર | જાપાની નોક બ્રાન્ડ ગુણવત્તા સીલિંગ રીંગ અપનાવો |
| પિસ્ટન | કોપર પ્લેટિંગ, સારા વસ્ત્રો પ્રતિકાર દ્વારા માર્ગદર્શન, સિલિન્ડરના લાંબા ગાળાના ઓપરેશનની ખાતરી |
સર્વો -પદ્ધતિ
1. સર્વા સિસ્ટમ રચના

સર્વો નિયંત્રણનો સિદ્ધાંત
પ્રેશર સેન્સરથી સજ્જ મુખ્ય સિલિન્ડર અપર ચેમ્બર, ડિસ્પ્લેસમેન્ટ સેન્સર નિયંત્રકથી સજ્જ સ્લાઇડ. પ્રેશર ફીડબેક સિગ્નલ અનુસાર, પોઝિશન ફીડબેક સિગ્નલ, પ્રેશર આપેલ સિગ્નલ, પોઝિશન આપેલ સિગ્નલ અને સ્પીડ આપેલ સિગ્નલ, સર્વો મોટરની રોટેશનલ સ્પીડની ગણતરી કરવા માટે, દબાણ, ગતિ અને સ્થિતિ નિયંત્રણ માટે પંપ આઉટપુટને નિયંત્રિત કરવા માટે.
પ્રેસ ક્લોઝ-લૂપ નિયંત્રણની આગળ કરવા માટે સર્વો મોટરની ગતિ દ્વારા દબાણ અને સ્થિતિને સમાયોજિત કરવા માટે પીઆઈડી અપનાવે છે. સર્વો મોટરની ગતિને સમાયોજિત કરીને, તે સરળ બનાવવા માટે હાઇડ્રોલિક નિયંત્રણ સર્કિટમાં પ્રેશર કંટ્રોલ વાલ્વ, ફ્લો કંટ્રોલ વાલ્વ અને અન્ય ઘટકોને દૂર કરીને, હાઇડ્રોલિક પ્રેસના દબાણ, ગતિ, સ્થિતિ અને અન્ય પરિમાણોને નિયંત્રિત કરી શકે છે.







