

A kompozit anyagok folyamatos fejlesztésével, az üvegszál-erősített műanyagok mellett, a szénszálon erősített műanyagok, a bórszál-erősített műanyagok stb. A szénszálas megerősített polimer kompozitok (CFRP) könnyű és erős anyagok, amelyeket számos olyan termék előállítására használnak, amelyeket mindennapi életünkben használunk. Ez egy olyan kifejezés, amelyet a szál által megerősített kompozit anyagok leírására használnak, amelyek a szénszálakat használják a fő szerkezeti elemként.
Tartalomjegyzék:
1. Szénszál megerősített polimer szerkezete
2. A szénszál megerősített műanyag öntési módja
3.
4. A CFRP előnyei
5. A CFRP hátrányai
6. szénszál megerősített műanyag felhasználása
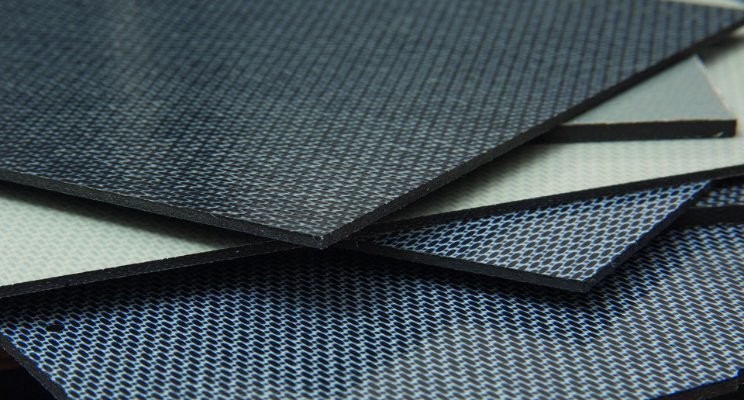
Szénszál megerősített polimer szerkezete
A szénszálas megerősített műanyag egy olyan anyag, amelyet a szénszálas anyagok egy bizonyos irányba történő elrendezése és a kötött polimer anyagok felhasználásával alakítanak ki. A szénszál átmérője rendkívül vékony, körülbelül 7 mikron, de erőssége rendkívül magas.
A szénszál megerősített kompozit anyagának legalapvetőbb alkotóeleme a szénszálas izzószál. A szénszilárdás alapvető alapanyag a prepolimer poliakrilonitril (PAN), a Ráyon vagy a kőolajmagasság. A szénszálakat ezután szénszálas szövetekké készítik kémiai és mechanikus módszerekkel a szénszálas alkatrészekhez.
A kötőpolimer általában egy hőre keményedő gyanta, például epoxi. Időnként más hőreformált vagy hőre lágyuló polimereket használnak, például polivinil -acetátot vagy nylonot. A szénszálakon kívül a kompozitok Aramid Q-t, ultra-nagy molekulatömegű polietilént, alumíniumot vagy üvegszálakat is tartalmazhatnak. A végső szénszálas termék tulajdonságait a kötési mátrixba bevezetett adalékanyagok típusa is befolyásolhatja.

A szénszál megerősített műanyag öntési módja
A szénszálas termékek elsősorban különböznek a különböző folyamatok miatt. Számos módszer létezik a szénszálas megerősített polimer anyagok kialakítására.
1. Kézi elrendezési módszer
Osztva a száraz módszerre (előkészített bolt) és a nedves módszerre (szálas anyag és gyantára ragasztva). A kézi felépítést arra is használják, hogy előkészítsék a prepregokat másodlagos öntési folyamatokhoz, például kompressziós formázáshoz. Ez a módszer az, ahol a szénszálas ruhadarabok laminálnak egy penészre, hogy a végterméket képezzék. A kapott anyag erősség- és merevségi tulajdonságait a szövetrostok igazításának és szövésének kiválasztásával optimalizáljuk. A penészt ezután epoxi -val töltik meg, és hővel vagy levegővel gyógyítják. Ezt a gyártási módszert gyakran nem stresszes alkatrészekhez, például motorhuzatokhoz használják.
2. Vákuumképző módszer
A laminált prepreghez egy bizonyos folyamaton keresztül kell gyakorolni a nyomást, hogy a penészhez közel álljon, és egy bizonyos hőmérsékleten és nyomáson gyógyítsa meg és alakítsa ki. A vákuumzsák -módszer vákuumszivattyúval használja a kialakító táska belsejét úgy, hogy a táska és a penész közötti negatív nyomás nyomást képez, így a kompozit anyag a penész közelében van.
A vákuumzsák módszer alapján a vákuumzsák-autokláv formációs módszert később származtattuk. Az autoklávok magasabb nyomást és hő gyógyítását biztosítják az alkatrészt (a természetes kikeményedés helyett), mint a csak vákuumzsákos módszerek. Egy ilyen rész kompaktabb szerkezete van, jobb felületminőség, hatékonyan kiküszöböli a légbuborékokat (a buborékok nagymértékben befolyásolják az alkatrész erősségét), és az általános minőség magasabb. Valójában a vákuumcsomlás folyamata hasonló a mobiltelefon -film ragasztásához. A légbuborékok kiküszöbölése fő feladat.
3.
Kompressziós öntvényegy olyan formázási módszer, amely elősegíti a tömegtermelést és a tömegtermelést. A formák általában felső és alsó részekből készülnek, amelyeket hím penésznek és női penésznek hívunk. Az öntési folyamat az, hogy a prepregokból készült szőnyeget a fémlemez formájába helyezze, és bizonyos hőmérséklet és nyomás hatása alatt a szőnyeget melegítjük és lágyítják a penészüregben, nyomás alatt áramlik, és kitölti az öntőformát, majd az öntvényt és a kikeményítést a termékek beszerzéséhez. Ennek a módszernek azonban magasabb a kezdeti költségei, mint az előzőeknél, mivel a penész nagyon nagy pontosságú CNC megmunkálást igényel.
4. kanyargós öntvény
Komplex formájú alkatrészek esetén vagy forradalom testének formájában az izzószál -heveder felhasználható az alkatrész elkészítésére az izzószál túróra vagy magra történő feltekerésével. A tekercselés után a teljes gyógymód és eltávolítja a tüskét. Például a szuszpenziós rendszerekben használt csöves ízületi karok ezt a módszerrel készíthetők.
5. gyantaátviteli öntvény
A gyantaátviteli öntvény (RTM) egy viszonylag népszerű öntési módszer. Alapvető lépései a következők:
1. Helyezze az elkészített rossz szénszálas szövetet a penészbe, és zárja be a penészét.
2. Injektáljon bele a folyékony hőre keményedő gyantát, impregnálja a megerősítő anyagot és gyógyítson meg.
Szénszál -megerősített polimer tulajdonságai
(1) Nagy szilárdság és jó rugalmasság.
A szénszálak specifikus erőssége (azaz a szakítószilárdság és a sűrűség aránya) 6 -szoros az acél és 17 -szerese az alumínium. A specifikus modulus (azaz a Young modulusának és a sűrűségnek az aránya, amely egy objektum rugalmasságának jele) több mint háromszoros az acél vagy alumínium.
Nagy -specifikus szilárdsággal nagy munkaterhelést hordozhat. A maximális működési nyomása elérheti a 350 kg/cm2 -t. Ezenkívül összenyomhatóbb és rugalmasabb, mint a tiszta F-4 és a zsinór.
(2) Jó fáradtság -ellenállás és kopásállóság.
Fáradtsági ellenállása sokkal magasabb, mint az epoxi gyantaé, és magasabb, mint a fém anyagoké. A grafitszálak önmagukban kaszorítják és kis súrlódási együtthatóval rendelkeznek. A kopás mennyisége 5-10-szer kisebb, mint az általános azbeszt termékek vagy az F-4 zsinór.
(3) Jó hővezető képesség és hőállóság.
A szénszálas megerősített műanyagok jó hővezetőképességgel rendelkeznek, és a súrlódás által generált hő könnyen eloszlik. A belső tér nem könnyű túlmelegedni és tárolni a hőt, és dinamikus tömítőanyagként használható. A levegőben stabilan működhet -120 ~ 350 ° C hőmérsékleti tartományban. A széntartalomban lúgos fémtartalom csökkentésével a szolgáltatási hőmérséklet tovább növelhető. Egy inert gázban alkalmazkodó hőmérséklete elérheti a 2000 ° C -ot, és ellenáll a hideg és a hő éles változásainak.
(4) Jó rezgésállóság.
Nem könnyű rezonálni vagy csapkodni, és kiváló anyag a rezgéscsökkentéshez és a zajcsökkentéshez.
A CFRP előnyei
1. Könnyű
A hagyományos üvegszál -megerősített műanyagok folyamatos üvegszálakat és 70% üvegszálakat használnak (üvegtömeg/teljes súly), és általában sűrűsége 0,065 font/köbcentiméter. Az azonos 70% -os rosttömegű CFRP kompozit általában 0,055 font / köbcentiméter.
2. Nagy szilárdság
Noha a szénszálas megerősített polimerek könnyűek, a CFRP kompozitok nagyobb szilárdsággal és nagyobb merevséggel bírnak, mint az üvegszálas kompozitok. A fémanyagokkal összehasonlítva ez az előny nyilvánvalóbb.
A CFRP hátrányai
1. Magas költség
A szénszálon megerősített műanyag előállítási költsége megfizethetetlen. A szénszálas árak drasztikusan változhatnak a jelenlegi piaci feltételektől (kínálat és kereslet), a szénszál típusától (repülőgép -vs. kereskedelmi fokozat) és a rostcsomag méretétől függően. Font-font alapon a szűz szénszál 5-25-szer drágább lehet, mint az üvegszál. Ez a különbség még nagyobb, ha az acél és a CFRP összehasonlítása.
2. Vezetőképesség
Ez a szénszálas kompozit anyagok előnye és hátránya. Az alkalmazástól függ. A szénszálak rendkívül vezetőképesek, és az üvegszálak szigetelnek. Számos termék szénszál vagy fém helyett üvegszálakat használ, mivel szigorú szigetelést igényelnek. A közművek előállítása során sok termékhez üvegszálak használata szükséges.
A szénszál megerősített műanyag felhasználása
A szénszálas megerősített polimer alkalmazása az életben széles, a mechanikus részektől a katonai anyagokig.
(1)Mint tömítőcsomagolás
A szénszálas megerősített PTFE anyag korrózióálló, kopásálló és magas hőmérsékletű, tömítőgyűrűkkel vagy csomagolásokká alakítható. Ha statikus tömítéshez használják, a szolgáltatási élettartam hosszabb, több mint 10-szer hosszabb, mint az általános olajjal immerekes azbesztcsomagolás. Megtarthatja a tömítési teljesítményt a terhelésváltozások, valamint a gyors hűtés és a gyors fűtés mellett. Mivel az anyag nem tartalmaz korrozív anyagokat, a fémnél nem történik meg a fém korróziója.
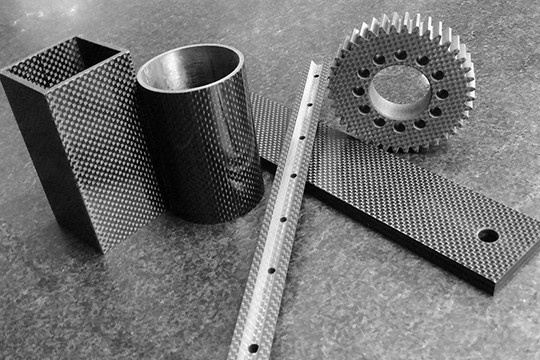
(2)mint alkatrészek csiszolása
Saját kaszorító tulajdonságainak felhasználásával felhasználható csapágyakként, fogaskerekekként és dugattyúgyűrűkként speciális célokra. Mint például az olajmentes kenésű csapágyak a repülési műszerekhez és a szalagos felvevőkhöz, olajmentes kenésű fogaskerekek az elektromos sebességváltó dízel mozdonyokhoz (az olajszivárgás által okozott balesetek elkerülése érdekében), olajmentes kenéses dugattyúgyűrűket a kompresszorokon stb. Ezenkívül felhasználható az élelmiszer- és gyógyszeriparban lévő csúszócsapágyakként vagy tömítésként a nem-mérőjelek előnyeinek kihasználásával.
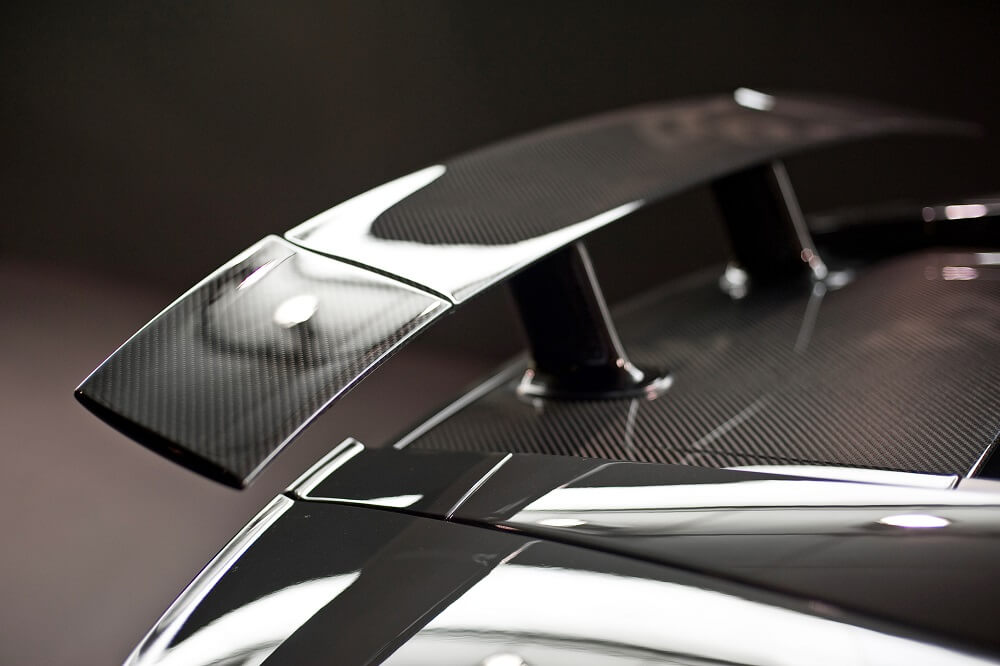
(3) A repülőgép, a repülés és a rakéták szerkezeti anyagaként. Először a repülőgépgyártásban használták a repülőgép súlyának csökkentése és a repülési hatékonyság javítása érdekében. A vegyi, kőolaj, elektromos energia, gépek és más iparágakban is használják forgó vagy viszonzó dinamikus tömítésként vagy különféle statikus tömítés anyagként.
Zhengxi profiHidraulikus sajtógyár Kínában, magas színvonalú biztosításkompozit hidraulikus sajtóCFRP termékek létrehozásához.
A postai idő: május-25-2023




