

Հիդրավլիկ մամուլ ձեւավորող մետաղական փոշի

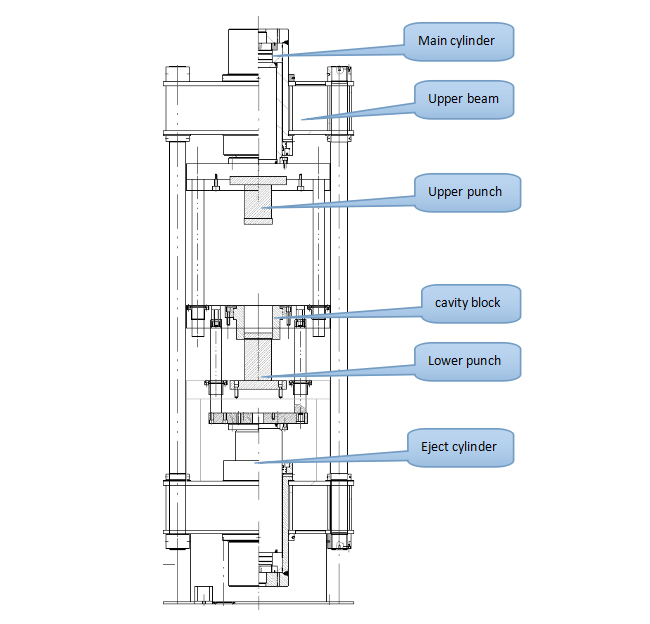
Բորբոս
1) Բորբոս հիմքը հիմնականում պատրաստված է 40CR եւ 45 # պողպատից, կեղծելով, շրջվելով եւ նուրբ մանրացնել `ապահովելու համար բավարար պողպատ եւ համապատասխան ճշգրտություն: Ուղեցույցի մակերեսը բնութագրում է նյութական տարբերակումը `մակերեսը քայքայումից պաշտպանելու համար, ինչպիսիք են պղնձի ուղեցույցի թեւը: CR- ով:
2) Ձուլվածքի վերին մասի վերին մասը վերին վերին դակիչ է, իսկ վերին դակիչը ուղղակիորեն ամրագրված է վերին դակիչի սլայդի վրա. Կանանց բորբոսը ամրագրված է բացասական ձեւանմուշում, եւ ինչպես ակտիվ լողացող ճնշումը, այնպես էլ հարկադիր լողացող ճնշումը կատարվում է ճնշման գործընթացում: Կամայականորեն ընտրված, «փոշի», լողացող ճնշումը, ճնշման ճնշումը, ճնշման օգնության ձգձգումը եւ այլն կարող են իրականացվել ճնշման ժամանակ: Փոշը տեղափոխելիս վերին եւ ստորին լողացող բացասական կաղապարները համաժամեցվում են վերին դակիչով:
3) Քաղեցման մեթոդը ընդհանուր առմամբ քանդել եւ պաշտպանություն է, որը դեմ է ընտրության համար. Կանանց բորբոսը եւ ներքեւի մասը միաժամանակ են ունկնդրում, եւ կին բորբոսը ներքեւ է քաշվում, որպեսզի ուղղակիորեն ազատվի բորբոսը, եւ կանանց բորբոսից ակտիվորեն թողարկումը օգտակար է, որպեսզի ապրանքը հեշտությամբ պաշտպանվի:
4) Կերակրման բարձրությունը, արտադրանքի վրա սեղմելով բարձրությունը եւ դիրքի դեմ պայքարը Օգտագործեք տեղահանման ցուցիչը `դիրքի եւ PLC ծրագրի վերահսկման ճշգրտությունը հայտնաբերելու համար եւ մեխանիկական սարքի սահմանաչափով:
5) Կոմպոզիցիոն ոչ մետաղական նյութը տեղադրված է լողացող ափսեի եւ կաղապարային շրջանակի խոռոչի բլոկի մեջ, իսկ կոմպոզիտային ոչ մետաղական նյութը մեկուսացված է կերակրման կոշիկի մեջ եւ պահեստի մեջ գտնվող պահեստի մեջ:
Կերակրման համակարգ
1. Կերակրման համակարգը կունենա 6 հուպեր, եւ յուրաքանչյուր Հոպպեր կտեւի տարբեր հումք:
2. Հոպերը կարող է պտտվել եւ լավ կնքվել:
3. Հումքի նյութերի բնական բեռնվածություն, յուրաքանչյուր 5-10 հարված:
4.Բոպերային աշխատանքային քանակը կարող է սահմանվել HMI- ում, 1,2,3 ... 10, միասին աշխատելով:
5.6 Մեծ հենակետերը տեղադրվելու են մեքենայի վերեւում, յուրաքանչյուրը կարող է բեռնել 15 կգ փոշի:

Սյուն

Ուղեցույցի սյուները (սյուները) կստացվենC45 Hot Forging Steelեւ ունեն ծանր քրոմի ծածկույթի հաստություն 0.08 մմ: Եւ կատարել կարծրացում եւ ջերմաստիճան բուժում:
Արտադրության ստանդարտներ
JB / T3818-99ԹեժՀիդրավլիկ մամուլի տեխնիկական պայմաններըԹեժ
GB5226.1-2002ԹեժՄեքենաների անվտանգություն-մեխանիկական եւ էլեկտրական սարքավորումներ-Մաս 1. Ընդհանուր տեխնիկական պահանջներԹեժ
GB / T 3766-2001ԹեժՀիդրավլիկ համակարգերի ընդհանուր տեխնիկական պահանջներԹեժ
GB17120-97ԹեժՄամուլի մեքենաների անվտանգության տեխնիկական պահանջներԹեժ
JB9967-99ԹեժՀիդրավլիկ մեքենայի աղմուկի սահմանըԹեժ
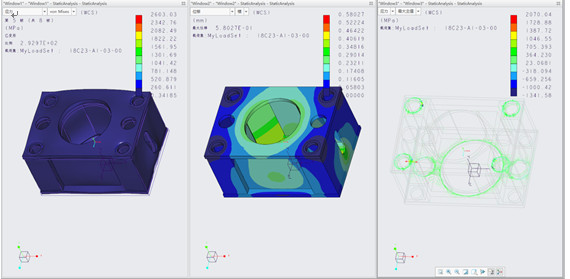
Հիմնական մարմին
Ամբողջ մեքենայի ձեւավորումը ընդունում է համակարգչային օպտիմիզացման ձեւավորում եւ վերլուծություններ `վերջավոր տարրով: Սարքավորումների ուժն ու կոշտությունը լավն են, եւ տեսքը լավ է: Մեքենայի մարմնի բոլոր եռակցված մասերը եռակցվում են բարձրորակ պողպատե ջրաղացով Q345B պողպատե ափսեի միջոցով, որը եռակցվում է ածխաթթու գազով `զոդման որակը ապահովելու համար:
Գլան
| Մասեր | Fուտել |
| Մխոց բարել |
|
| Մխոց |
|
| Կնիքներ | Ընդունեք ճապոնական nok ապրանքանիշի որակի կնքման օղակը |
| Մխոց | Առաջնորդվելով պղնձի սալիկներով, հագնելու լավ դիմադրությամբ, ապահովելով մխոցի երկարատեւ շահագործումը |
Servo համակարգ
1.Servo համակարգի կազմը

2. Servo համակարգի վերականգնում
Էներգախնայողություն
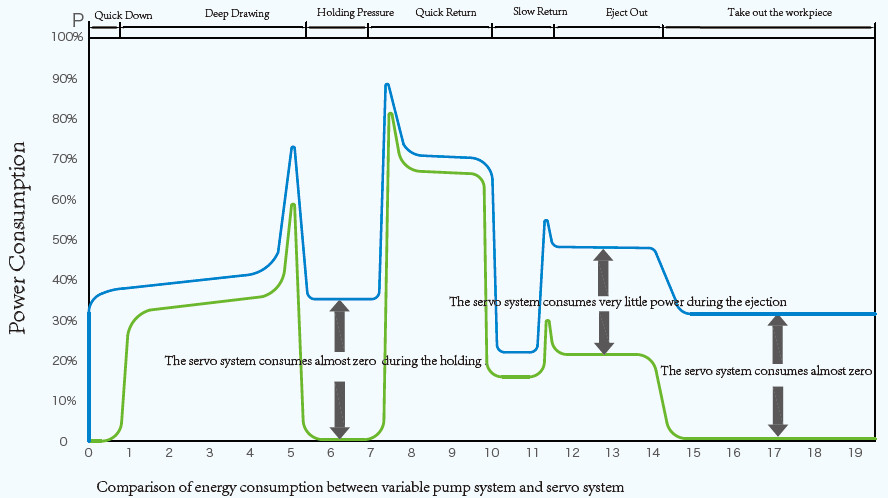
Համեմատեք ավանդական փոփոխական պոմպային համակարգի հետ, Servo Oil Pump System- ը համատեղում է Servo Motor- ի արագ տեղաշարժերի կարգավորման բնութագրերը եւ հիդրավլիկ նավթի պոմպի ինքնավարման նավթի ճնշման բնութագրերը, որոնք բերում են էներգիայի խնայող հսկայական ներուժ եւ էներգիաԽնայողության տոկոսադրույքը կարող է հասնել մինչեւ 30% -80%.
Արդյունավետ
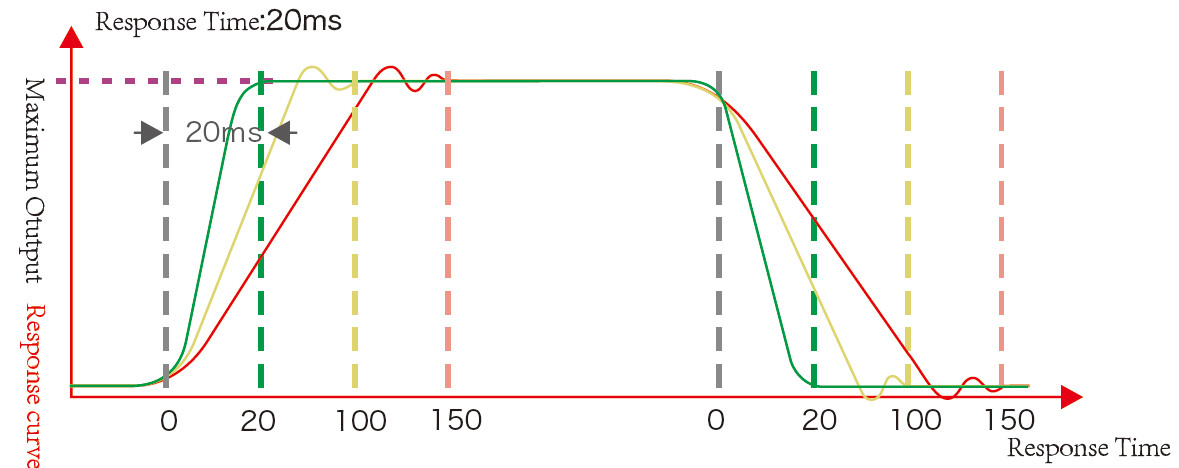
Արձագանքման արագությունը արագ է, եւ արձագանքման ժամանակը նույնքան կարճ է, քան 20 մետրը, ինչը բարելավում է հիդրավլիկ համակարգի արձագանքման արագությունը:
Ճշգրտություն
Արագ արձագանքման արագությունը երաշխավորում է բացման եւ փակման ճշգրտությունը, դիրքի ճշգրտությունը կարող է հասնել 0,1 մմ, եւ կարող է հասնել հատուկ գործառույթի դիրքի դիրքի ճշգրտությունը± 0,01 մմ.
Բարձր ճշգրտությունը, բարձր արձագանք PID ալգորիթմի մոդուլն ապահովում է կայուն համակարգի ճնշում եւ ճնշման տատանումներ, քան պակաս± 0.5 բար, բարելավելով արտադրանքի որակը:
Բնապահպանական պաշտպանություն
Աղմուկ. Հիդրավլիկ servo համակարգի միջին աղմուկը 15-20 դԲ ցածր է, քան բնօրինակ փոփոխական պոմպը:
Temperature երմաստիճանը. Servo համակարգի օգտագործման ավարտից հետո հիդրավլիկ յուղի ջերմաստիճանը ընդհանուր առմամբ կրճատվում է, ինչը ուժեղացնում է հիդրավլիկ կնիքների կյանքը կամ նվազեցնում է հովացուցիչի ուժը:
Անվտանգության սարք

Ֆոտո-էլեկտրական անվտանգության պահակ Առջեւի եւ հետեւի մասում

Սլայդ կողպեքը TDC- ում

Ձեռքի երկու ձեռնարկություն

Հիդրավլիկ օժանդակության ապահովագրության միացում

Ծանրաբեռնվածության պաշտպանություն. Անվտանգության փական

Հեղուկ մակարդակի ազդանշան. Նավթի մակարդակ

Նավթի ջերմաստիճանի նախազգուշացում

Յուրաքանչյուր էլեկտրական մաս ունի գերբեռնվածության պաշտպանություն

Անվտանգության բլոկներ

Կողպեք ընկույզը տրամադրվում է շարժական մասերի համար
Մամուլի բոլոր գործողությունները ունեն անվտանգության փոխկապակցման գործառույթ, օրինակ, շարժական աշխատողները չեն աշխատի, քանի դեռ բարձը չի վերադառնա սկզբնական դիրքի: Սլայդը չի կարող սեղմել, երբ շարժական աշխատավարձը սեղմում է: Երբ տեղի է ունենում կոնֆլիկտների շահագործում, ազդանշանները շոու են հպման էկրանին եւ ցույց են տալիս, թե որն է հակամարտությունը:
Հիդրավլիկ համակարգ
1.oil տանկը սահմանվել է հարկադիր սառեցման զտման համակարգ (արդյունաբերական ափսեի տեսակը ջրի հովացման սարք, սառեցման միջոցով `շրջանառելով ջրով, նավթի ջերմաստիճանը)
2. Հիդրավլիկ համակարգը ընդունում է ինտեգրված քարթրիջի փականի կառավարման համակարգ `արագ արձագանքման արագությամբ եւ փոխանցման բարձր արդյունավետությամբ:
3. Նավթի բաքը հագեցած է օդային ֆիլտրով `դրսից շփվելու համար, որպեսզի հիդրավլիկ յուղը աղտոտվի:
4. Լցող փականի եւ վառելիքի բաքի միջեւ կապը օգտագործում է ճկուն համատեղ, որպեսզի թրթռումը վառելիքի բաք տեղափոխվի եւ ամբողջովին լուծի նավթի արտահոսքի խնդիրը:








