

塩ブロック油圧プレス


Zhengxi油圧特殊デザインYZ 79塩ブロックの油圧プレス。
WhatsApp:+86 176 0282 8986
重要な機能
1.メインフレーム素材:スチール#q345bを使用して、市場で一般的な材料鋼#q235の代わりに、機械の本体を構築します。体の靭性は、市場の通常のマシンの1.5倍に増加します。
2.腐食保護:塩、ホッパーと荷重システムの腐食性を考慮して、304ステンレス鋼で作られています。
3.自動摂食:荷重システムのホッパーにはセンサーがあります。十分な塩がない場合、システムはスタートスクリューフィーダーになります。
4.品質管理:デバイスには圧力アラームデバイスが装備されています。マシンが所定の位置に押し付けられ、圧力に到達しないと、デバイスはアラームを与え、オペレーターに製品の密度を確認するように思い出させます。
5.Servoシステム:
A.Energy Saving:油圧プレスにサーボモーター、ポンプを使用して、省エネ目標に到達します。省エネは40%〜70%に達し、将来の長期にわたってバイヤーの電力料金に多額のお金を節約します。
B. UNSTABLE電圧入力適応:定格電圧:3相380-480V 50Hz/60Hz、許容電圧変動範囲323-528V 50Hz/60Hz。安定した電力を提供できない地域/状況での完璧な作業。
C.高速と高精度:圧力上昇20MPA応答時間50ms、圧力緩和時間60ms、マシンの出力速度全体が約10%増加します。圧力精度 +-0.5kgf、生産の故障率を高くし、製品の品質を向上させます。
D.LONG LIFEを使用してください:ゆっくりと過熱し、騒々しくなります。ゆっくりと過熱して、モーターと油圧オイルを長時間使用して、シールのような製品部品を保護します。マシン全体を使用して寿命を延ばします。
E.Easy Maintas:サーボシステムプログラマーを見つけることはまれであり、維持することが困難な場合があるため、マシンで使用するのが一般的なPLCの代わりにサーボコンピューターを交換するため、顧客はローカルでマシンを簡単に維持できます。
6.構造:キャリブレーションバルブと3位のポジション駆動型ディストリビューターを装備し、ワークテーブルを巻き上げるためのオイルとキャプスタンを備えています。 4列タイプ構造、シンプル、経済的、実用的。
7.セーフティデザイン:金型の損傷を防ぐための機械的制限デバイスを備えた機器。安全性の事故を防ぐために、光電保護と安全フェンスを備えています。
8.販売後のサービス:
a.during保証Zhengxiは顧客のマシンの全責任を負い、Zhengxiが顧客に新しい交換を送信する問題に問題があり、交換の貨物もZhengxiによってカバーされます。
B.ドアからドアへのサービスは、設置、試運転、維持、トレーニングの目的を提供するために支払われ、オプションです。ドアツードアサービスの料金は次の段階で行われます。
C.電子メール、電話、またはビデオ通話による技術的なサポートは無料で寿命があります。
オンサイトサービスは、1日あたり技術スタッフあたり200ドルです。
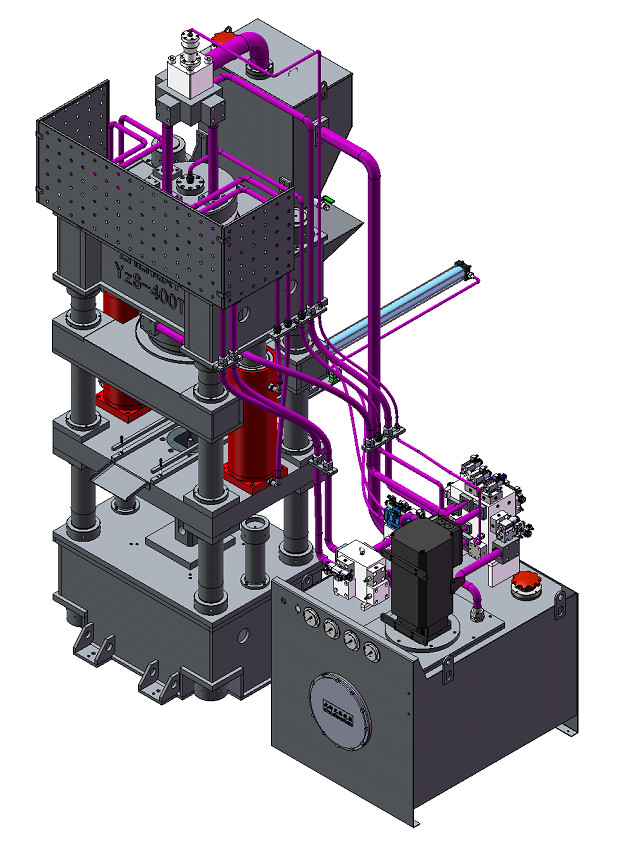
3D図面
完全に自動機器、自動荷重、荷降ろしです。マシンには自動冷却システムが装備されており、24時間連続して生成できます。
カビの詳細

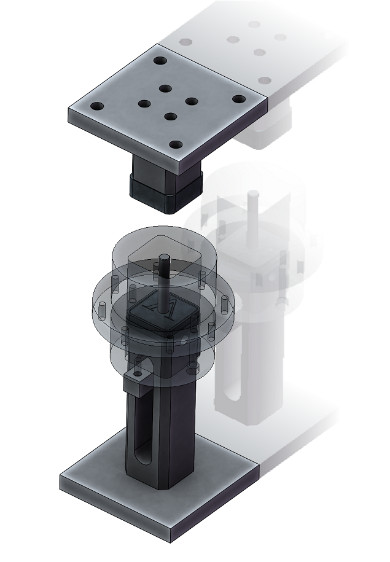
柱

ガイド列(柱)が作られますC45ホットフォーゲン鋼そして、硬いクロムコーティングの厚さ0.08mmを持っています。そして、硬化と焼き戻し治療を行います。
応用
このマシンは、主にSLATブロックの形成に適しています。機器には、システムの剛性と高精度、高い寿命、高い信頼性があります。ホットプレスフォーミングのプロセスは、3シフト/日の生産を満たしています。
製造基準
| JB/T3818-99《油圧プレスの技術条件》 |
| GB/T 3766-2001《油圧システムの一般的な技術要件》 |
| GB5226.1-2002《機械機械および電気機器パートの安全性1:一般的な技術的要件》 |
| GB17120-97《機械の安全技術要件を押します》 |
| JB9967-99《油圧機のノイズ制限》 |
| JB/T8609-97《機械溶接の技術条件を押します》 |
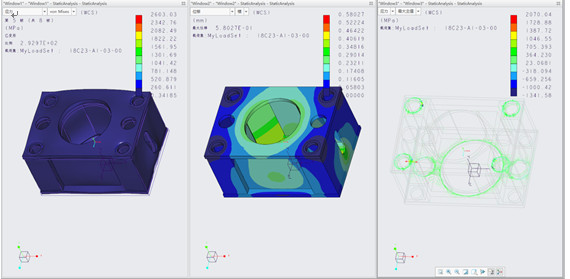
本体
マシン全体の設計により、コンピューターの最適化設計と分析が有限要素を採用しています。機器の強度と剛性は良好で、外観は良好です。機械本体のすべての溶接部品は、高品質の鉄骨工場Q345Bスチールプレートで溶接されています。これは、溶接品質を確保するために二酸化炭素を溶接しています。
シリンダー
| 部品 | Fイートル |
| シリンダーバレル |
|
| ピストンロッド |
|
| アザラシ | 日本の非NOKブランド品質シーリングリングを採用します |
| ピストン | 銅メッキ、耐摩耗性が良好で、シリンダーの長期動作を確保することに導かれます |
サーボシステム
1.サーボシステムの構成

サーボ制御の原則
圧力センサーを備えたメインシリンダー上部チャンバー、変位センサーコントローラーを装備したスライド。圧力フィードバック信号によると、位置フィードバック信号、圧力指定信号、配置された信号、および速度が与えられた信号と、サーボモーターの回転速度を計算するために与えられた信号が与えられ、圧力、速度、位置制御のためのポンプ出力を制御します。
プレスはPIDを採用して圧力と位置を調整し、サーボモーターの速度を介して閉ループ制御に先行します。サーボモーターの速度を調整することにより、圧力制御バルブ、フロー制御バルブ、および油圧制御回路のその他のコンポーネントを排除することにより、油圧プレスの圧力、速度、位置、およびその他のパラメーターを制御できます。







