

ლითონის ფხვნილი, რომელიც ქმნის ჰიდრავლიკური პრესას

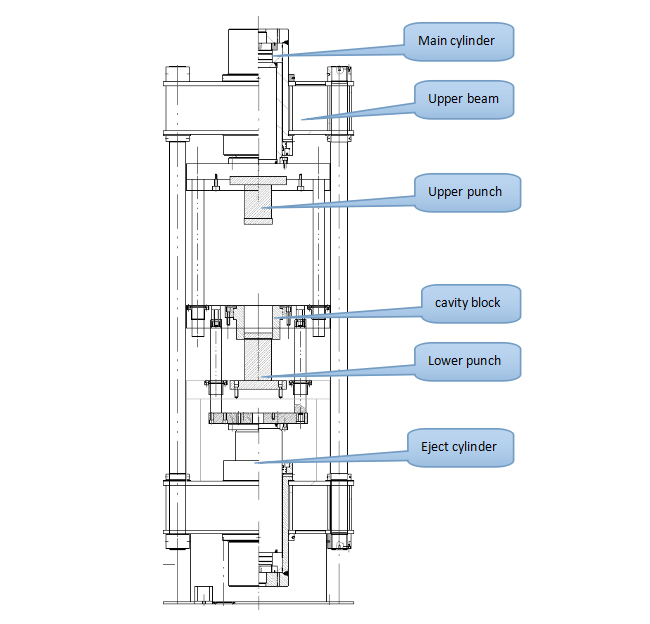
ჩამოსხმის ჩარჩო
1) ჩამოსხმის ბაზა ძირითადად დამზადებულია 40CR და 45# ფოლადისგან, გაყალბებით, შემობრუნებითა და წვრილი სახეხით, რათა უზრუნველყოს საკმარისი ფოლადი და შესაბამისი სიზუსტე. სახელმძღვანელო ზედაპირი იღებს მატერიალურ დიფერენციაციას, რათა დაიცვას ზედაპირი აბრაზიისგან, მაგალითად, სპილენძის სახელმძღვანელოს ყდის. Cr.
2) ჩამოსხმის ჩარჩოს ზედა ჩამოსხმის ნაწილი არის ერთი ზედა პუნტი, ხოლო ზედა პუნტი პირდაპირ ფიქსირდება ზედა პუნჩის სლაიდზე; ქალის ჩამოსხმა ფიქსირდება უარყოფით შაბლონში, და როგორც აქტიური მცურავი ჩახშობა და იძულებითი მცურავი ჩახშობა ხორციელდება აქსესობის პროცესში. თვითნებურად შერჩეული, "ფხვნილი", მცურავი ჩახშობა, წნევის შენარჩუნების შეფერხება, წნევის შემსუბუქების შეფერხება და ა.შ., დაჭერისას შეიძლება განხორციელდეს. ფხვნილის გადაადგილებისას, ზედა და ქვედა მცურავი უარყოფითი ფორმები სინქრონულად იფარება ზედა პუნტთან.
3) დემონსტრირების მეთოდს აქვს ზოგადი დემონტაჟი და დაცვა შერჩევისთვის; ქალის ჩამოსხმისა და ქვედა ნაწილის ერთდროულად დემონტაჟს და ქალის ჩამოსხმა ჩამოიშალა, რომ პირდაპირ განთავისუფლდეს ჩამოსხმა, ხოლო ქალის ჩამოსხმის აქტიური ჩამოსხმის განთავისუფლება სასარგებლოა იმისთვის, რომ უკეთესად დაიცვან პროდუქტი ადვილად დაზიანებისგან.
4) კვების სიმაღლე, პროდუქტის დაჭერის სიმაღლე და დემონტაჟის პოზიცია გამოიყენეთ გადაადგილების სენსორი პოზიციის და PLC პროგრამის კონტროლის სიზუსტის გამოსავლენად და მექანიკური მოწყობილობის ლიმიტით.
5) კომპოზიტური არა მეტალური მასალა დამონტაჟებულია სახსარში მცურავი ფირფიტისა და ჩამოსხმის ჩარჩოს ღრუს ბლოკს შორის, ხოლო კომპოზიციური არა მეტალური მასალა იზოლირებულია საკვების ფეხსაცმელში და საცავის ჰოპერში, ხოლო ლითონის ყველა ნაწილი არ არის კონტაქტი ნედლეულის ფხვნილთან.
კვების სისტემა
1. კვების სისტემას ექნება 6 ჰოპერი, ხოლო თითოეულ ჰოპერტერს დატვირთავს სხვადასხვა ნედლეული.
2. ჰოპერის გადატრიალება შესაძლებელია და აქვს კარგი დალუქვა.
3. ნედლეული მასალების აუტომატური დატვირთვა, ყოველ 5-10 დარტყმას.
4. ჰოპერის სამუშაო რაოდენობა შეიძლება განთავსდეს HMI, 1,2,3… 10, ერთად მუშაობა.
5.6 დიდი ჰოპერები დამონტაჟდება აპარატის თავზე, თითოეულ ჰოპერს შეუძლია დატვირთოს 15 კგ ფხვნილი.

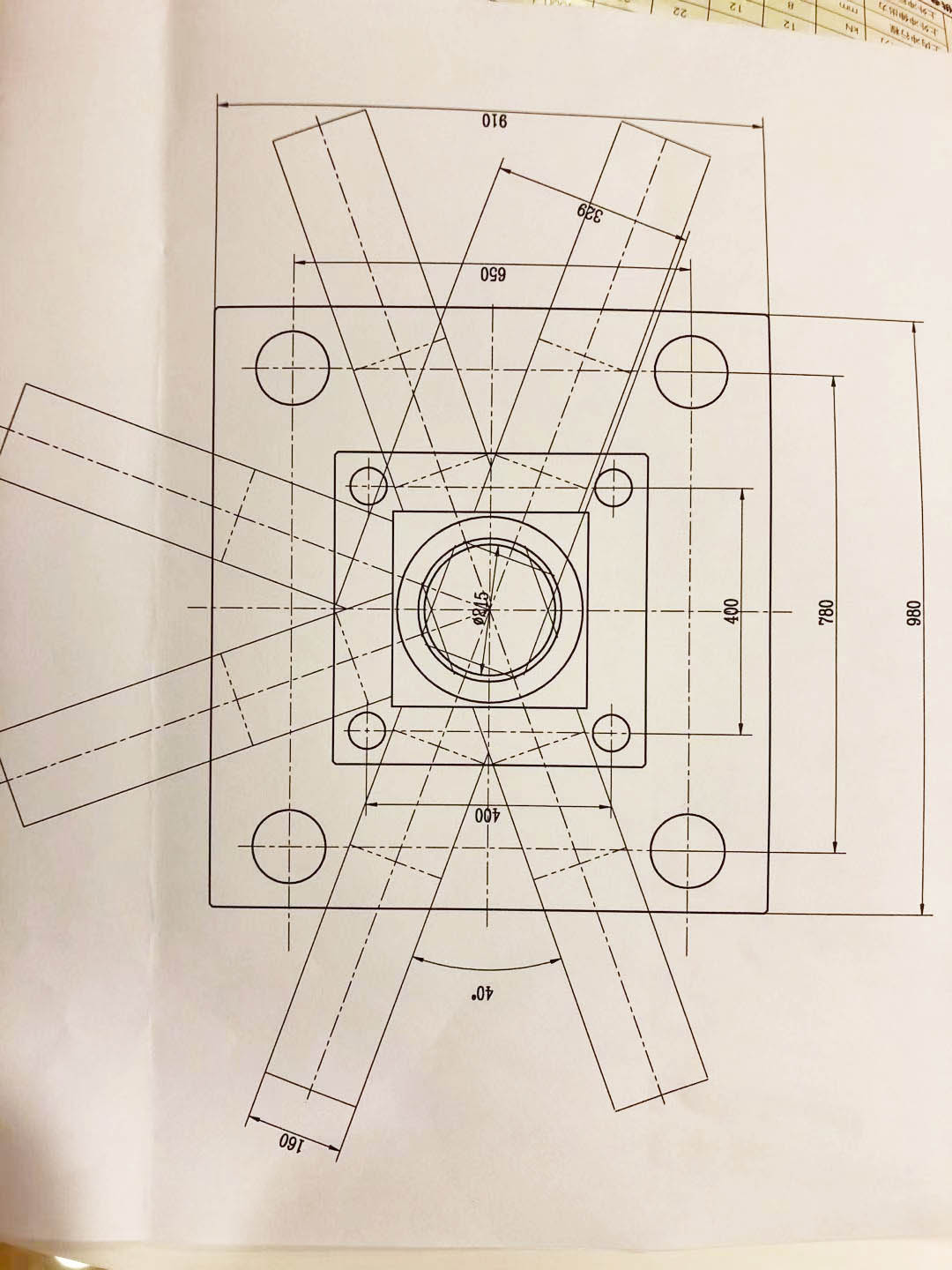
ბოძი

სახელმძღვანელოს სვეტები (სვეტები) გაკეთდებაC45 ცხელი გაყალბების ფოლადიდა აქვს მძიმე ქრომის საფარის სისქე 0.08 მმ. და გააკეთეთ გამკვრივება და ზომიერი მკურნალობა.
წარმოების სტანდარტები
JB/T3818-99《ჰიდრავლიკური პრესის ტექნიკური პირობები》
GB5226.1-2002《მანქანების-მექანიკური და ელექტრო მოწყობილობების უსაფრთხოება-ნაწილი 1: ზოგადი ტექნიკური მოთხოვნები》
GB/T 3766-2001《ზოგადი ტექნიკური მოთხოვნები ჰიდრავლიკური სისტემებისთვის》
GB17120-97《პრეს მანქანების უსაფრთხოების ტექნიკური მოთხოვნები》
JB9967-99《ჰიდრავლიკური აპარატის ხმაურის ლიმიტი》
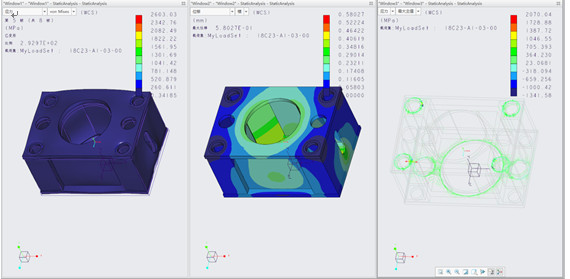
მთავარი სხეული
მთელი აპარატის დიზაინი იღებს კომპიუტერის ოპტიმიზაციის დიზაინს და ანალიზებს სასრული ელემენტით. აღჭურვილობის სიძლიერე და სიმტკიცე კარგია, ხოლო გარეგნობა კარგია. მანქანების სხეულის ყველა შედუღებული ნაწილები შედუღებულია მაღალი ხარისხის ფოლადის წისქვილით Q345B ფოლადის ფირფიტით, რომელიც შედუღებულია ნახშირორჟანგით, შედუღების ხარისხის უზრუნველსაყოფად.
ცილინდრი
| ნაწილები | Fჭამა |
| ცილინდრის ბარელი |
|
| დგუშის როდი |
|
| ბეჭდები | მიიღოს იაპონური NOK ბრენდის ხარისხის დალუქვის ბეჭედი |
| დგუში | ხელმძღვანელობს სპილენძის მოოქროვილი, კარგი აცვიათ წინააღმდეგობა, ცილინდრის გრძელვადიანი მუშაობის უზრუნველყოფა |
სერვო სისტემა
1. სერვოს სისტემის შემადგენლობა

2. სერვო სისტემის შემთხვევები
ენერგიის დაზოგვა
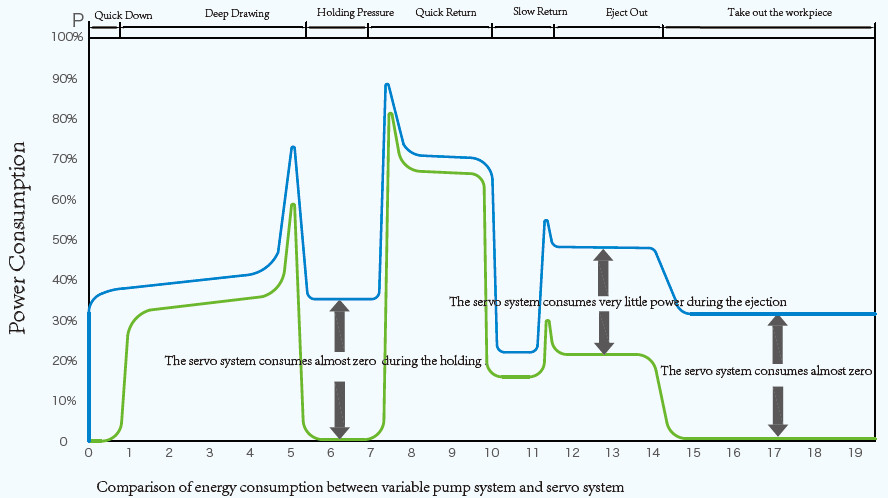
ტრადიციული ცვლადი ტუმბოს სისტემასთან შედარებით, სერვო ნავთობის ტუმბოს სისტემა აერთიანებს სერვო ძრავის სწრაფი სიჩქარის რეგულირების მახასიათებლებს და ჰიდრავლიკური ნავთობის ტუმბოს თვითრეგულირებადი ზეთის წნევის მახასიათებლებს, რაც ენერგიის დაზოგვის უზარმაზარ პოტენციალს და ენერგიას მოაქვს ენერგიის დაზოგვის უზარმაზარ პოტენციალზე და ენერგიის უზარმაზარ პოტენციალს.დაზოგვის კურსი შეიძლება მიაღწიოს 30%-80%-მდე.
შედეგიანი
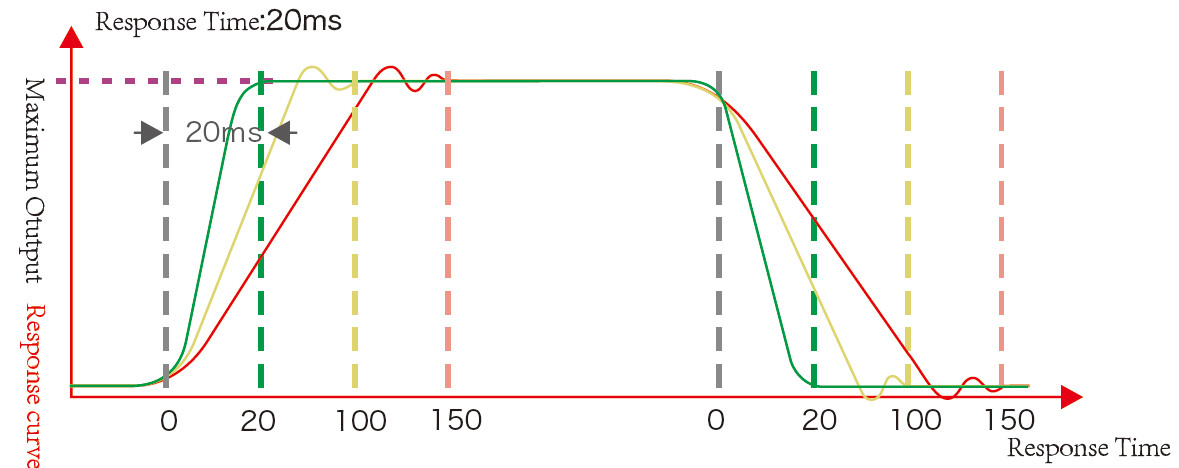
რეაგირების სიჩქარე სწრაფია და რეაგირების დრო ისეთივე მოკლეა, როგორც 20m, რაც აუმჯობესებს ჰიდრავლიკური სისტემის რეაგირების სიჩქარეს.
სიზუსტე
სწრაფი რეაგირების სიჩქარე უზრუნველყოფს გახსნისა და დახურვის სიზუსტეს, პოზიციის სიზუსტე შეიძლება მიაღწიოს 0.1 მმ -ს, ხოლო სპეციალური ფუნქციის პოზიციის პოზიციონირების სიზუსტე შეიძლება მიაღწიოს± 0.01 მმ.
მაღალი სიზუსტით, მაღალი რეაგირების PID ალგორითმის მოდული უზრუნველყოფს სტაბილური სისტემის წნევას და წნევის ცვალებადობას± 0.5 ბარი, პროდუქტის ხარისხის გაუმჯობესება.
გარემოს დაცვა
ხმაური: ჰიდრავლიკური სერვო სისტემის საშუალო ხმაური 15-20 დბ უფრო დაბალია, ვიდრე ორიგინალური ცვლადი ტუმბოს.
ტემპერატურა: სერვო სისტემის გამოყენების შემდეგ, ჰიდრავლიკური ზეთის ტემპერატურა ზოგადად მცირდება, რაც აძლიერებს ჰიდრავლიკური ბეჭდის სიცოცხლეს ან ამცირებს გამაგრილებლის ძალას.
უსაფრთხოების მოწყობილობა

ფოტო-ელექტრული უსაფრთხოების დაცვა წინა და უკანა

სლაიდების ჩაკეტვა TDC– ზე

ორი ხელით ოპერაციის სტენდი

ჰიდრავლიკური დახმარების სადაზღვევო წრე

გადატვირთვის დაცვა: უსაფრთხოების სარქველი

თხევადი დონის განგაში: ზეთის დონე

ნავთობის ტემპერატურის გაფრთხილება

თითოეულ ელექტრულ ნაწილს აქვს გადატვირთვის დაცვა

უსაფრთხოების ბლოკები

ჩაკეტილი კაკალი მოცემულია მოძრავი ნაწილებისთვის
პრესის ყველა მოქმედებას აქვს უსაფრთხოების ინტერლოკის ფუნქცია, მაგ. მოძრავი სამუშაო მაგიდა არ იმუშავებს, თუ ბალიში არ დაბრუნდება საწყის მდგომარეობაში. სლაიდი ვერ დააჭირეთ, როდესაც მოძრავი სამუშაო მაგიდაზე დაჭერით. როდესაც კონფლიქტის ოპერაცია ხდება, სიგნალიზაცია გვიჩვენებს სენსორულ ეკრანზე და აჩვენებს რა არის კონფლიქტი.
ჰიდრავლიკური სისტემა
1. ნავთობის სატანკო შეიქმნა იძულებითი გაგრილების ფილტრაციის სისტემა (სამრეწველო ფირფიტა ტიპის წყლის გაგრილების მოწყობილობა, გაცივება წყლის მოცირკულირეებით, ზეთის ტემპერატურა 555 , დარწმუნდით, რომ მანქანას შეუძლია სტაბილურად დაჭერით 24 საათში.)
2. ჰიდრავლიკური სისტემა იღებს ინტეგრირებული კარტრიჯის სარქვლის კონტროლის სისტემას სწრაფი რეაგირების სიჩქარით და გადაცემის მაღალი ეფექტურობით.
3. ნავთობის ავზი აღჭურვილია ჰაერის ფილტრით, რომ დაუკავშირდეს გარედან, რათა უზრუნველყოს ჰიდრავლიკური ზეთის დაბინძურება.
4. შევსების სარქველსა და საწვავის ავზს შორის კავშირი იყენებს მოქნილ სახსარს, რათა თავიდან იქნას აცილებული ვიბრაცია საწვავის ავზში გადაცემისა და ნავთობის გაჟონვის პრობლემის სრულად გადასაჭრელად.








