

Metallpulver Formulaire hydraulesch Press

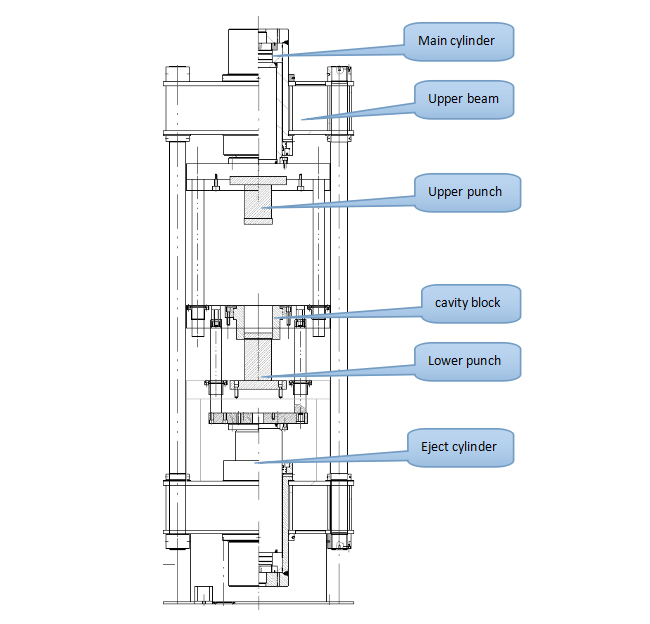
Schimmel Frame
1) D'Schimmelbasis gëtt haaptsächlech aus 40cr a 45 # Stol duerch geschmiedegt, dréint a feine Schleifen ze garantéieren an passend Präzisioun. D'Guide Uewerfläch adoptéierter Materialien ze schützen fir d'Uewerfläch aus Abrasioun ze schützen, wéi Koppel Guide Sleeve. Mat cr.
2) Den ieweschte Schimmel Deel vum Schimmeldrahl ass eng eenzeg iewescht Punch, an déi iewescht Punch ass direkt op der ieweschter Punch rutscht; De wierklecher Moderbal ass an der negativer Schoppstand fixéieren, a béid aktiv Fopspressioun a kräfteg Dossogressopressioun goufen Auswielter Tropormenton an der Pressendedeckung. Arbitrant ausgewielt, "Puddering", Floderniss Trendopressioun, Drock, Drock, Drock, et gëtt realiséiert wann et drënner gëtt. Wann Dir de Pudder bewegt, déi iewescht an ënnen schwiewend negativ Schold si geflunn synchronesch mat der ieweschter Punch.
3) D'Doloding Method huet allgemeng dem Einfachheet a Schutz dem Dolloring fir d'Auswiel ze domat; De weibleche Schimmel an den Ënnergrond hunn gläichzäiteg Deduking an de weiblech Meld erofgaang fir direkt d'Schimmel ze schützen.
4) Ernierung Héicht, Produkt dréckt op Héicht an Dolding Positioun Benotzt Verdrénis Sensor fir d'Positioun an PLC Programm ze detektéieren, a mat mechanescher Apparatlimit.
5) E Zesummesetzung vum Comptype net metallescht Material gëtt am Gelenk tëscht dem schwiewende Platten installéiert an d'Kazitéitspulver.
Fidderen System
1. De FUELING System wäert 6 Hopperen hunn, an all Hopper gëtt verschidden Matière première.
2. De Hopper kann rotéiert ginn, an huet gutt Seihl.
3.Automatic Luede vu Matière première, all 5-10 Aarmen.
4. Hospopper Aarbechtsete kann um HMI, 1,2,3 agestallt ginn ... 10, zesumme schaffen.
5.6 grouss Hoppers ginn op der Maschinn installéiert, kann all Hopper 15 kg Pudder lueden.

Pillar

D'Rotschléi (Pfeile) gëtt aus gemaachC45 Hot Schluts StolAn hunn eng schwéier Chrome Beschichtung Déck 0,08mm. A maachen Hardening an temperéiert Behandlung.
Fabrikatiounslänner
JB / T3818-99"Technesch Bedéngungen vun hydraulesche Press"
Gb5226.1-2002"Sécherheet vun Maschinnenmanesch an elektresche Ausrüstungs-Deel 1: Allgemeng Technik Ufuerderunge"
GB / T 3766-2001"Allgemeng technesch Ufuerderunge fir hydraulesch Systemer"
GB17120-97"Press Maschinn Sécherheet Technesch Ufuerderunge"
JB9967-99"Hydraulesch Maschinn Geräif Limit"
Haaptkierper
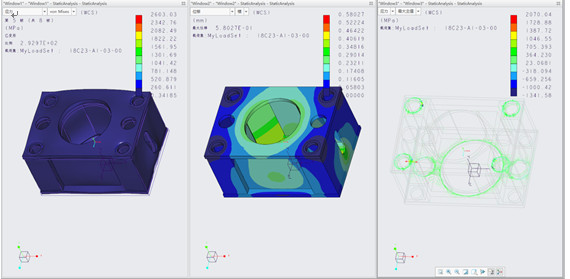
Den Design vun der ganzer Maschinn Adopt Computer Optimisatioun Design an Analysen mat endlech Element. D'Stäerkt an d'Ausrüstung vun der Ausrüstung si gutt, an d'Erscheinung ass gutt. All bededegte Deeler vum Morrofe Kierper gi vun enger qualitativ Stëmm beklemsen mat Kabiebonid fir mat Klobologe ze klaibelen.
Zylinder
| Deeler | Fiessen |
| Zylinder Barrel |
|
| Piston Staang |
|
| Verengen roueg | Adoptéiert japanesch Nok Mark Qualitéitsshändler Ring |
| Piston | Guidéiert duerch Kupferplacke, gutt Droen Resistenz, garantéiert laangfristeg Operatioun vum Zylinder |
Servo System
1.Serve System Kompositioun

2.AFTAGE VUN MANO System
Energie spueren
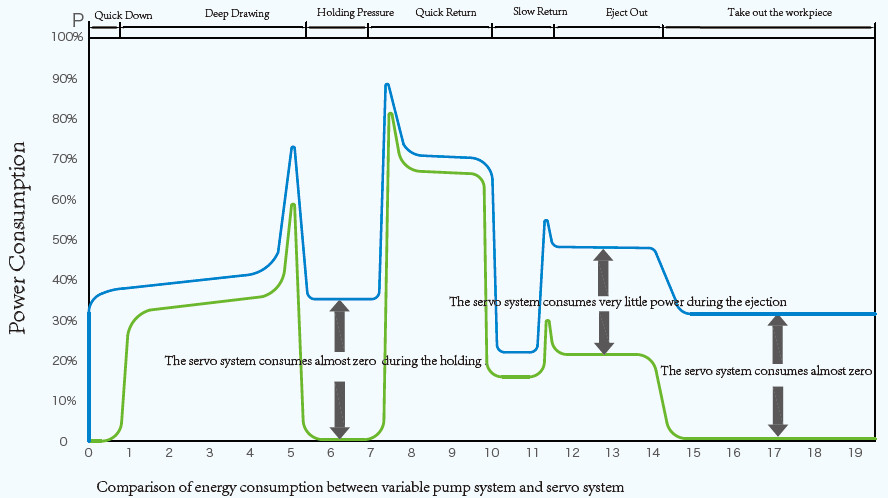
Am Géigesaz vum kraditiounsgeschloene Potenzystem, an d'EnergiebeheldungssystemSpuert Taux kann bis zu 30% -80% erreechen.
Effizient
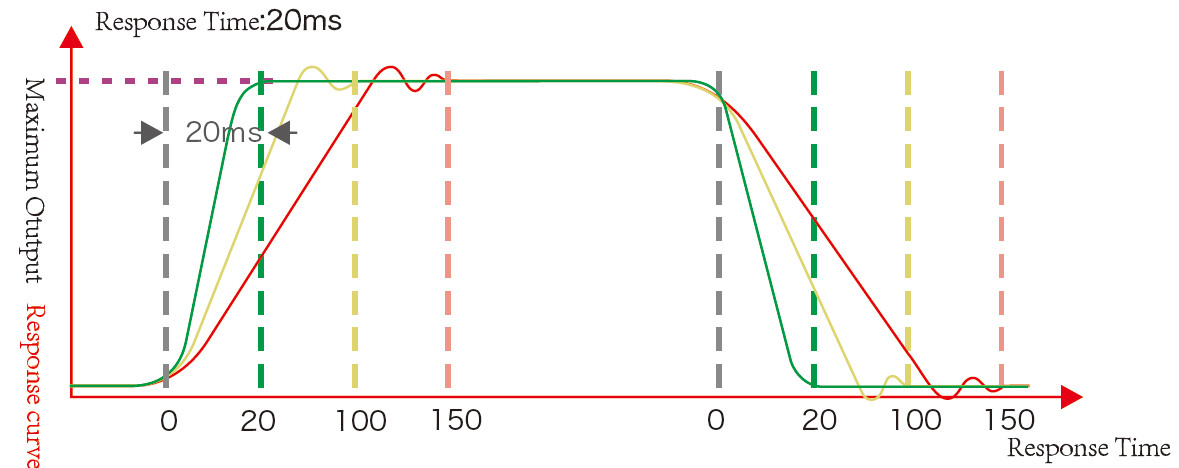
D'Äntwertgeschwindegkeet ass séier an d'Äntwertzäit ass sou kuerz wéi 20ms, wat d'Äntwertgeschwindegkeet vum hydraulesche System verbessert.
Präzisioun
Dat séier se gëtt nach Outschaft a Schlësselwassung, déi Positioun ascisatioun kënnt 0,10, an déi speziell Funktiounsaktiounsplazspositioune ginn± 0.01mm.
Déi héich Präzisioun, héich-Äntwert Pid Algorithmus-Modul garantéiert stabil Systemdrock an Drockgräifungen vu manner wéi± 0.5 Bar, Produktqualitéit verbesseren.
Ëmwelt- ug Ëmfeld
Geräischer: De duerchschnëttleche Geräisch vum hydraulesche Servo System ass 15-20 db manner wéi déi vun der originaler Variabelpompel.
Temperatur: Ënnert ServOCystem d'Hydrakic-Uelem Plang ass reduzéiert datt d'Liewen d'Liewe vun der Hydramulferenz befreit hunn oder d'Kraaft vun de Hydaulkersëtz maachen.
Sécherheetsapparat

Photo-elektresch Sécherheetsschward Front & Heck

Rutscht Spär op TDC

Zwee Hand Operatioun Staang

Hydraulesch Ënnerstëtzung Versécherung Circuit

Iwwerlaascht Schutz: Sécherheetsgrave

Flësseg Niveau Alarm: Uelegniveau

Ueleg Temperatur Warnung

All elektresch Deel hunn Iwwerlaaschtung

Sécherheetsblocks

Spär Nëss ginn fir beweeglech Deeler geliwwert
All Aktioun vun Drécke hunn Sécherheetsinschwassfunktioun, zB Moveable Working funktionnéiert net, ausser Cushor zréck an d'initial Positioun. Rutsch kann net presséieren wann d'beweegbar wirklech dréckt. Wann d'Konflikt ausgeet, weisen Alarm weist op Touch Ecran a Weis wéi eng Konflikt.
Hydraulesche System
1.Oil Tank ass gezwongener Talking Callervering System (industriell Platte-Typ Killmëttel vum Clever of, mat zirkuléierende Waasser, déi an 24 Stonnen dréckt.
2. De Hydraulesch System adopts integréiert Patrounent CHANCE Controssystem mat der Äntwertgeschwindegkeet an Héich Iwwerdroung Effizienz.
3. De Ueleg ass equipéiert mat engem Loftfilter fir mat der dobaussen ze kommunizéierener ze kommunizéieren fir datt de hydadulesche Ueleg net geponst ass.
4. D'Verbindung tëscht der Fëllungsstätz an de Brennstoffzank nennt eng flexibel Gemein, fir d'Vibratioun ze verhënneren, datt de Brunknank transparéiert gëtt an de Bentemnattage ze trëppelen.








