

Mat der spéider kontinuéierlech Kommissioun vu Kompositioune Materialer, heiansdo gëtt nächf fisadowe nei des bedriwwen, seraséiert Glacis, Bouf-verstäerkt. Kabbou Faser verstäerkt Polymer Comptores (CFRP) si bléi Blummen, déi méi grouss Produkter benotzt hunn, déi mir an eisem Alldag benotzen, mir benotzen an eisem alldeegleche Liewen. Et ass e Begrëff benotzt fir Fiber-verstäerken Komposit Faser ze beschreiwen déi Kuelestofffaser benotze wéi d'Haaptstrukturell Komponent.
Dëschtenrum vun den Inhalt:
1. Kuelestoff Faser verstäerkt Polymerstruktur
2. D'Schimmelmethod vu Kuelestofffaser verstäerkt Plastik
3. Eegeschafte vu Kuelestoff Faser verstäerkt Polymer
4. Virdeeler vum CFRP
5. Nodeeler vun der CFRP
6. Kuelestoff Faser verstäerkt Plastik benotzt
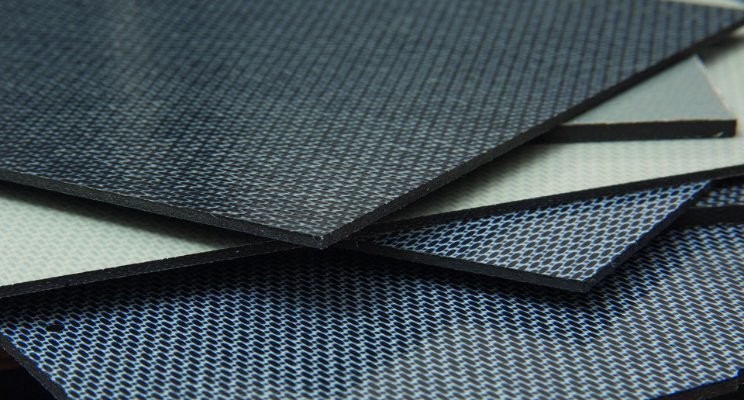
Kuelestoff Faser verstäerkt Polymer Struktur
Kuelestand Faser verstäerkt Plastik ass e Material geformt mat arrangéiert Kuelestoffmaterial an enger bestëmmter Richtung a benotzt gebonnen Polymermaterialien. Den Duerchmiesser vun der Kuelesterfaser ass extrem dënn, ongeféier 7 Mikronen, awer seng Stäerkt ass extrem héich.
Déi elementarste konstitutionent Eenheet vu Kuelestoff Faser verstäerkte Komposit Material ass Kuelestoff Fiber Fiber Fiber. D'Basisacäerkaterial vu Kuelestoff-Filament ass prepolymer Polyachliter (PAN), Rayon, oder Petrol. De Kuelestoff Filamer ginn dann an de Kuelestoff Fändel duerch chemesch an mechanesch Methoden fir karbonfasberäich Deeler gemaach.
De bindend Polymer ass normalerweis eng Thermoting Resending wéi Epoxy. Aner Thermosetten oder Thermoplastesch Polymer ginn heiansdo benotzt, wéi polyvinyl Acetate oder Nylon. Nieft der Kuelefaser, Kompositioune kënnen och Aramid Q, Ultra-héije molekulär Gewiicht Polyethylen, Aluminium, oder Glasfaseren sinn. D'Eegeschafte vum finalen Kuelestofffaser kann och vun der Aart vun der Zitrungszäit beaflosst ginn an der Bond-Matrix agefouert.

Déi forming Method vu Kuelestoff Faser verstäerkt Plastik
D'Kuelefowkanner si meeschtens anescht wéinst verschiddene Prozesser. Et gi vill Methoden fir Kuelestoff Faser verstäerkt Polymermaterialien.
1. Hand Lay-up Method
Opgedeelt an déi dréchent Method (pre-preparéiert Buttek) a naass Method (Faser Stoff an Resinéiert fir ze benotzen). Hand Lay-up gëtt och benotzt fir Preprews ze preparéieren fir d'Benotzung an der Secondary Scholdprozesser wéi Kompressiounsform ze benotzen. Dës Method ass, wou de Blieder vun der Kuelestoff Fiber Tuch laminéiert sinn op engem Schimmel fir de Finale Produkt ze bilden. D'Stäerkt a Steifheit Eegeschaften vum resultéierendem Material sinn optimiséiert andeems d'Ausrüstung duerch d'Ausrüstung a Weis vun de Stofffaseren. D'Schimmel ass dann mat Epoxy gefëllt an geheelt mat Hëtzt oder Loft. Dës Fabrikatiounsmethod gëtt dacks fir net-gestresst Deeler benotzt, wéi Motordecken.
2. Vacuum Formupmethod
Fir d'Depopulatioun déi néideg ass, ass et no engem bestëmmte Prozess duerch en zouenen Prozess ze maachen an et en ënner enger bestëmmter Temperatur trëtt. D'Vakuum Bagsmethod benotzt e Vakuumpompel fir d'Innere vun der Forming Täsch ze evakuéieren sou datt den negativen Drock tëscht der Täsch an der Schold ass no bei der Schold.
Op der Basis vun der Vakuumbäckmethod, d'Vakuumbeutelobfërmungsmethod ass duerno ofgeleet gouf duerno ofgeleet. AutoClave bitt méi héich Drock an Hëtzt, déi den Deel kréie (amplaz vun natierlechen Heften) wéi Vakuum Täsch nëmme Methoden. Sou gesäit eng Deel e kompakt Struktur, kann effektiv d'Loftlidder auswäert ginn (Bubus entstanen eng Struktur mat engem Deel. Tatsächlech ass de Prozess vun der Evakuum Bagging ähnlech wéi déi vun Handy Filmstécker. Eliminéiere Loftbunnen ass eng grouss Aufgab.
3. Kompressiounsmotiounsmethod
Kompressioun formingass eng forming Method déi d'Massebezuelung a Masseproduktioun verletzt gëtt. Schëller ginn normalerweis aus Uewer an ënneschten Deeler gemaach, déi mir männlech Schimmel an eng weiblech Schimmel nennen. De Schimmelprozess ass fir d'Matte vu preparéiert Produkter ze setzen fir Produkter ze kréien. Wéi besonnesch kaschterte Model fart een méi héije initial Käschte wéi déi déi virun allem sinn, well d'Schold ganz héije Plang verlaangt CNCOTIEL.
4. Wandstrooss
Fir Deeler mat komplexe Formen oder an der Form vun engem Kierper vun der Revolutioun, e filament Affer ka benotzt ginn fir den Deel ze landen andeems Dir de Fecker op engem Mandur oder Kär an engem Mandel Nom Wand ass komplett Kur a läscht d'Mandrel ewech. Sécherheet, tëschent Wopen an der Schwoupille kënnen an "Methodsystemer benotzt ginn.
5. Resin Iwwerweisung Meldung
Resin Iwwerweisung Meldding (RTM) ass eng relativ populär Scholdmethod. Seng Basis Schrëtt sinn:
1. Setzt déi virbereet schlecht Kuelestofffaber am Schimmel an no der Schimmel.
2
Eegeschafte vu Kuelestoff Faser verstäerkte Polymer
(1) Héich Kraaft a gutt Elastizitéit.
Déi spezifesch Schwéierkraaft (dat ass, de Verhältnis vu tensile Kraaft fir d'Dichtung) vu Kuelesterfaser ass 6 Mol déi vu Stol an der Stellel De bestëmmtenen Modul (dat ass, de Verhältnis vu jonke Modulus bis Dicht, dat ass en Zeechen vun engem Zeeche vun engem Objet) ass méi wéi 3 Mol déi vu Steelier oder Aluminium.
Mat héije spezifesche Kraaft, kann et eng grouss Aarbechtslaascht droen. Säi maximalen Aarbechtsdrock kann 350 kg / cm2 erreechen. Zousätzlech ass et méi kompressibel a bleift wéi reng F-4 a seng Brappen.
(2) gutt Middegkeet Resistenz a mécht Resistenz.
Seng Fatigue Resistenz ass vill méi héich wéi déi vum Epoxy Resin an méi héich wéi déi vun de Metallmaterialien. Grafikfasbe si selbststänneg an hunn e klengt Koité vu Reibung. D'Quantitéit vun der Kleedung ass 5-10 mol méi kleng wéi déi vun der General Asbest Produkter oder F-4 Braids.
(3) gutt thermesch Verwëllegen an Hëtzt Resistenz.
Kuelestoff Faser verstäerkt Plastik hunn gutt thermesch Verwaltungsfäegkeet, an d'Hëtzt generéiert duerch Reibung ass einfach ausgerechent. Den Innoen ass net einfach ze iessen an d'Hëtzt ze stockéieren a kann als dynamesch Seigermaterial benotzt ginn. An der Air kann et stëmmt an den Temperaturberpüre vun -120 ~ 350 ° C. Mat der Reduktioun vum Alkali Metalinhalt gëtt weider kiebans, d'Versammlung. An deem Anert Gas, seng adaptéiertem Temperatur kënnen iwwer 2000 °en QENTRN Projet erreechen. An et kann e klappten an der kaler an hust ginn.
(4) Gutt Vibratioun Resistenz.
Et ass net einfach ze resonéieren oder ze fléien, an et ass och en exzellent Material fir d'Schwongreduktioun a Geräif Reduktioun.
Virdeeler vun CFRP
1. Liichtgewiicht
Traditionell Glasfaser verstäerkt Bastike Benotzt dann kontinuéierlech Glasfaser a 70% Holls / total Gewiichtsgeschicht " E CFRP Komposits mat der selwechter 70% Fiber Gewiicht huet normalerweis eng Dicht vun 0,055 Pond pro Kubiker.
2. Héich Kraaft
Och wann Kuelestoff Faser verstäerkte Polymeren helleg, CFRP Kompositioune méi héich Kraaft a méi héije Steifheit pro Eenheet Gewiicht wéi Glasfusspositiounen sinn. Am Verglach mat Metallaterial, dësem Virdeel ass méi organiséieren.
Nodeeler vun CFRP
1. Héich Käschte
D'Produktiounskäschte vu Kuelestofffaser verstäerkt Plastik ass verbidden. Kabbel Fiberfeschlëssbrauchs-Präisser kënne quaretten druquéieren dru kontrolléierendéieren dru (d'Versammlungskonditioune (Versuergungsliedegkeet), d'Aart vun der Kuelestoffgrad), an d'Gréisst vun der Gabelstoffer) Op engem Pound-fir-Pound Basis, Virgin Kuelefaser kann 5 bis zu 25 Mol méi deier sinn wéi Glasfaser. Dësen Ënnerscheed ass nach méi grouss wann et Stol huet op CFRP.
2. Kämpflechkeet
Dëst ass de Virdeel an Nodeelung vun der Kuelesterf Fiber Forksite Materialien. Et hänkt vun der Uwendung of. Kuelefaser sinn extrem kondipiell a Glasfaseren sinn isoléieren. Vill Produkter benotzen Fiberglass amplaz vu Kuelestofffaser oder Metall well se streng Insuléierung erfuerderen. A d'Produktioun vunoste maache vill Produkter, déi d'Benotzung vum Glasfauber vertque hunn.
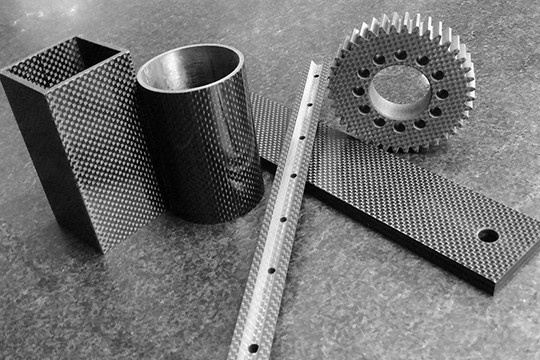
Kuelestoff Faser verstäerkt Plastik benotzt
D'Applicatiounen vu Kuelestoff Faser verstäerkte Polymer sinn am Liewen am mechanesche Deeler zu Militärmaterialien.
(1)als Verpackungspacken
Kuelestoff Faser verstäerkte PTFE Material kann an de Korrosion-resistent gemaach ginn, wearstant, an héich Temperaturbestänneg Réng oder Verhandlunge. Wann Dir fir statesch Sealing benotzt gëtt, ass de Service d'Liewen méi méi laang wéi 10 Mol méi laang wéi déi vun der allgemenger Ueleg-Ernteg. Et kann Erscheinung vun der Leeschtung ënner Beläter Ännerungen an schnell Ofkillung a schnell Heizung. A well d'Material enthält net korrosiv Substanzen, keng Pitter-Korrosioun op de Metal geschitt.
(2)Wéi Schleifen Deeler
Dir kritt seng selpriquéiert Eegeschafte matrechtzegeroden ginn, kann et als Ufäre benotzt ginn, a Panton Réng fir besonnesche Zwecker. A wéi Uelegfräi lubrikatede Bunningen fir Avirdonen op Kompresseren an Zauberer, äisgrënn, et kann och als Sleigrings an der Pharmaschierm, déi si fir d'Accidenter sinn, déi duerch Ueleglafen aus Uelegfaarf ass, falscht, äisgrënn, äisgrënn gëtt et och eng Uelegfräiheete benotzt.
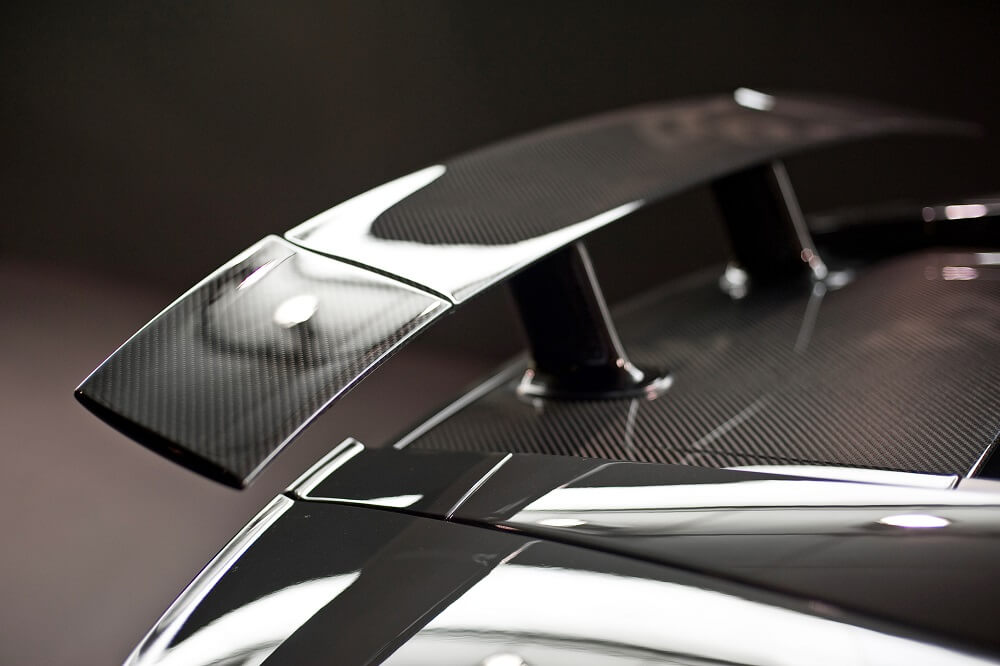
(3) als strukturelle Materialien fir Areosraum, a Röfung. Et gouf fir d'éischt an der Fligere Fabrikatioun benotzt fir d'Gewiicht vum Fliger ze reduzéieren an d'Flucheffizienz ze verbesseren. Dee chemeschen ass et och mathëlt, elektresch Kraaft, an Emzichter, an aner Steieren, déi dychesch Säissen oder verschidden statvoll Formenzaterialien ofhuele benotzt.
Zhengxi ass e Profihydraulesch Press Fabréck a Chinahuelen, liwwert héich-QuliatyKomposit hydraulesch Pressfir CFRP Produkter ze bilden.
Postzäit: Mee-25-2023




