Ķīnas iekšdurvju/tērauda durvju/koka durvju reljefa hidrauliskās presēšanas mašīnas ražotājs

Ar pozitīvu un progresīvu attieksmi pret klientu zinātkāri, mūsu organizācija atkārtoti uzlabo mūsu produktu augstākās kvalitātes līmeni, lai apmierinātu patērētāju vēlmes, un turpmāk koncentrējas uz drošību, uzticamību, vides vajadzībām un Ķīnas iekšdurvju/tērauda durvju/koka durvju reljefa ražotāja inovācijām. Hidrauliskā presēšanas iekārta, mēs arī esam pārliecināti, ka jūsu izvēle var tikt izstrādāta ar optimālu kvalitāti un uzticamību.Lūdzu, bez maksas sazinieties ar mums, lai iegūtu sīkāku informāciju.
Ar pozitīvu un progresīvu attieksmi pret klientu zinātkāri, mūsu organizācija atkārtoti uzlabo savu produktu augstākās kvalitātes līmeni, lai apmierinātu patērētāju vēlmes, un turpmāk koncentrējas uz drošību, uzticamību, vides vajadzībām un inovācijām.Ķīnas eļļas spiede, Preses mašīnas, Tie ir izturīgi modelē un efektīvi reklamē visā pasaulē.Nekādā gadījumā nepazūdiet galvenās funkcijas īsā laikā, tas ir obligāti jūsu gadījumā, ja jums ir izcila laba kvalitāte.Vadoties pēc principa “Piesardzība, efektivitāte, savienība un inovācijas.uzņēmums pieliek lielas pūles, lai paplašinātu savu starptautisko tirdzniecību, palielinātu uzņēmuma peļņu un palielinātu eksporta apjomu.Mēs esam pārliecināti, ka mums būs dinamiskas izredzes un turpmāko gadu laikā tiks izplatīti visā pasaulē.

Uzņēmuma lieta
Pieteikums
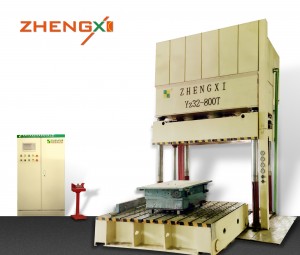
Šī iekārta galvenokārt ir piemērota metāla durvju reljefam.Iekārtai ir laba sistēmas stingrība un augsta precizitāte, ilgs kalpošanas laiks un augsta uzticamība.Lokšņu metāla detaļu reljefs tiek ražots 3 maiņās dienā.

Mašīnas parametri
| Vārds | Vienība | Vērtība | Vērtība | Vērtība | Vērtība | |
| Modelis | Yz91-4000T | Yz91-3600T | Yz91-2500T | Yz91-1500T | ||
| Galvenā cilindra spēks | KN | 40 000 | 36 000 | 25 000 | 15 000 | |
| Dienasgaisma | mm | 500 | 500 | 500 | 500 | |
| Galvenā cilindra gājiens | mm | 400 | 400 | 400 | 400 | |
| Cilindra daudzums. | / | 6 | 6 | 6 | 6 | |
| Galda izmērs
| LR | mm | 1600 | 1600 | 1400 | 1400 |
| FB | mm | 2600 | 2600 | 2400 | 2400 | |
| Slīdņa ātrums | Uz leju | mm/s | 80-120 | 80-120 | 80-120 | 80-120 |
| Atgriezties | mm/s | 100 | 100 | 100 | 100 | |
| Darbojas | mm/s | 10-15 | 10-15 | 10-15 | 10-15 | |
Durvju veidne un raksti
 |  |
Mēs varam nodrošināt dažādus modeļus, lai klienti varētu izvēlēties, mēs varam nodrošināt veidnes.Veidne tiks pārbaudīta mūsu rūpnīcā.
| | |
Veidnē ir 1 veidņu rāmja komplekts un vairāki veidņu serdeņu komplekti, klients var izgatavot dažādus rakstus, un ir jāiegādājas tikai 1 veidņu rāmja komplekts.
Drošības ierīce

Fotoelektrisks drošības aizsargs priekšā un aizmugurē

Slaida bloķēšana TDC

Statīvs darbam ar divām rokām

Hidrauliskā atbalsta apdrošināšanas ķēde

Pārslodzes aizsardzība: drošības vārsts

Šķidruma līmeņa trauksme: Eļļas līmenis

Eļļas temperatūra Brīdinājums

Katrai elektriskajai daļai ir pārslodzes aizsardzība

Drošības bloki

Kustīgajām daļām ir paredzēti bloķēšanas uzgriežņi
Visām preses darbībām ir drošības bloķēšanas funkcija, piemēram, kustīgais darba galds nedarbosies, ja spilvens neatgriežas sākotnējā stāvoklī.Slaidu nevar nospiest, kad tiek nospiests kustīgais darba galds.Kad notiek konflikta darbība, skārienekrānā tiek parādīts trauksmes signāls un parādīts konflikta cēlonis.
Elektriskā vadības sistēma
1. Elektriskā sistēma sastāv no strāvas ķēdes un vadības ķēdes.Strāvas ķēde ir 380V, 50HZ, kas ir atbildīga par eļļas sūkņa motora iedarbināšanu, apturēšanu un aizsardzību.Vadības ķēdes sistēma izmanto PLC programmējamu kontrolieri, kas apvienota ar skārienekrāna galveno vadību, lai realizētu dažādus darbgalda procesa darbības ciklus.
2. Galvenās jaudas sadales vadības sastāvdaļas ir uzstādītas galvenajā vadības skapī, un galvenais vadības skapis ir novietots uz zemes fizelāžas labajā pusē;iekārtas izpildes sastāvdaļas ir savienotas ar mīkstiem vadiem, galvenās skapja izejas ir regulāras, un vadības līnijas ir savienotas ar aviācijas spraudņiem, lai tos varētu viegli izjaukt Ar kapitālo remontu.
3. Vadības daļas pamatfunkciju uzņemas “PLC” programmējamais loģiskais kontrolleris.Atbilstoši procesa vajadzībām tiek apstrādātas galveno vadības komponentu (izvēles slēdžu, pogu u.c.) izdotās komandas, kuru pamatā ir signāli, ko mēra detektoru elementi, piemēram, pārvietojuma sensori, braukšanas slēdži, spiediena sensori utt. mašīnas un piedziņas pārslēgšanas un analogās vērtības Hidrauliskais vadības vārsts un citas ierīces realizē hidrauliskā izpildmehānisma-cilindra spiediena un pārvietošanās kontroli un pēc tam pabeidz mašīnas ražošanas procesu.
Slīdņa gājienu kontrolē absolūtā nobīdes sensors.Nobīdes sensors ir izvietots kolonnas iekšpuses augšējā daļā.Gājiena un pozīcijas pārveidošanas punktu var tieši iestatīt un parādīt skārienekrānā.Papildus tam ir augšējie un apakšējie robežslēdži dubultai aizsardzībai neparedzētās situācijās.
4. Iekārtas centralizētās darbības vadības panelis ir izvietots uz galvenā vadības skapja, un uz paneļa ir izvietots skārienpaneļa rūpnieciskais displejs, darba stāvokļa indikatora gaisma un nepieciešamās darbības pogas un izvēles slēdži. Elektriskā sistēma sastāv no strāvas ķēdes. un vadības ķēde.Strāvas ķēde ir 380V, 50HZ, kas ir atbildīga par eļļas sūkņa motora iedarbināšanu, apturēšanu un aizsardzību.Vadības ķēdes sistēma izmanto PLC programmējamu kontrolieri, kas apvienota ar skārienekrāna galveno vadību, lai realizētu dažādus darbgalda procesa darbības ciklus.
Galvenās jaudas sadales vadības sastāvdaļas ir uzstādītas galvenajā vadības skapī, un galvenais vadības skapis ir novietots uz zemes fizelāžas labajā pusē;iekārtas izpildes sastāvdaļas ir savienotas ar mīkstiem vadiem, galvenās skapja izejas ir regulāras, un vadības līnijas ir savienotas ar aviācijas spraudņiem, lai tos varētu viegli izjaukt Ar kapitālo remontu.
5. Vadības daļas pamatfunkciju uzņemas “PLC” programmējamais loģiskais kontrolleris.Atbilstoši procesa vajadzībām tiek apstrādātas galveno vadības komponentu (izvēles slēdžu, pogu u.c.) izdotās komandas, kuru pamatā ir signāli, ko mēra detektoru elementi, piemēram, pārvietojuma sensori, braukšanas slēdži, spiediena sensori utt. mašīnas un piedziņas pārslēgšanas un analogās vērtības Hidrauliskais vadības vārsts un citas ierīces realizē hidrauliskā izpildmehānisma-cilindra spiediena un pārvietošanās kontroli un pēc tam pabeidz mašīnas ražošanas procesu.
Slīdņa gājienu kontrolē absolūtā nobīdes sensors.Nobīdes sensors ir izvietots kolonnas iekšpuses augšējā daļā.Gājiena un pozīcijas pārveidošanas punktu var tieši iestatīt un parādīt skārienekrānā.Papildus tam ir augšējie un apakšējie robežslēdži dubultai aizsardzībai neparedzētās situācijās.
6. Iekārtas centralizētās darbības vadības panelis ir izvietots uz galvenā vadības skapja, un uz paneļa ir izvietots skārienpaneļa rūpnieciskā displeja ekrāns, darba stāvokļa indikatora gaisma un nepieciešamās darbības pogas un izvēles slēdži.

Hidrauliskā sistēma
Iezīme:
1. Eļļas tvertnei ir iestatīta piespiedu dzesēšanas filtrēšanas sistēma (rūpnieciskā plākšņu tipa ūdens dzesēšanas ierīce, dzesēšana ar cirkulējošu ūdeni, eļļas temperatūra ≤55℃), pārliecinieties, ka mašīna var vienmērīgi nospiest 24 stundu laikā.
2. Hidrauliskā sistēma pieņem integrētu kārtridžu vārstu vadības sistēmu ar ātru reakcijas ātrumu un augstu transmisijas efektivitāti.
3. Eļļas tvertne ir aprīkota ar gaisa filtru, lai sazinātos ar ārpusi, lai nodrošinātu, ka hidrauliskā eļļa nav piesārņota.
4. Savienojums starp uzpildes vārstu un degvielas tvertni izmanto elastīgu savienojumu, lai novērstu vibrācijas pārnešanu uz degvielas tvertni un pilnībā atrisinātu eļļas noplūdes problēmu.


Tehniskā kustība
1.Preses iekārtu var darbināt 4 režīmos: regulēšana (inching), manuālā, pusautomātiskā un pilnībā automātiskā, darba režīmu var iedalīt arī 2 režīmos: pastāvīga attāluma formēšana un pastāvīga spiediena formēšana.
2. Pastāvīga attāluma režīms:Kad slīdkalniņa un spilvena pašreizējās pozīcijas sasniedz iepriekš iestatīto pozīciju, pašreizējais darbs tiek apturēts.Slaidu nemainīgā attāluma vērtība ir slaida pilna gājiena diapazonā.
3. Pastāvīga spiediena režīms:Kad pašreizējais slīdņa un spilvena spiediens sasniedz iepriekš iestatīto spiedienu, pašreizējais darbs tiek apturēts.
4. Regulēšana (collas):Izmantojiet atbilstošās funkcionālās pogas, lai pabeigtu atbilstošās darbības.Nospiežot pogu vienu reizi, presēšanas iekārta pabeidz vienreizēju ievadi.Preses iekārta tiek apturēta, kad poga tiek atlaista.Šo režīmu galvenokārt izmanto, lai noregulētu presēšanas mašīnu un nomainītu matricu.
5. Rokasgrāmata:Nospiediet katru funkciju pogu, lai pabeigtu atbilstošu darbību, katrs nospiežot, pabeidziet 1 darbību vienlaikus.
6. Pusautomātisks:Divu roku spiedpoga, lai pabeigtu vienu ciklu: Kad tiek nospiesta poga ar dubulto roku, presēšanas iekārta pabeidz procesa darbību kopumu (cikla procesam jābūt iepriekš iestatītam)
Galvenās korpusa metināšanas specifikācijas
| Stils | TLCH | KB | Pieprasījums |
|
| A-puse H=T2/3 B puse H=T1/3 C≥4 L≤3 | A-puse 60° B puse 35° 1/4≤K≤T | vispirms divpusējā šuve, tad pretmetināšana, pēdējā kosmētiskā metināšana |
| Cilindra dibens
| Saskaņā ar zīmējumu | Saskaņā ar zīmējumu | abpusēja šuve vispirms, tad pretmetināšana, pēc kosmētiskās metināšanas saglabā siltumu |
 | A-puse H=T/2 B puse H=T/3 C≥4 L≤3 | A-puse 60° B puse 35° 1/4≤K≤10 | vispirms divpusējā šuve, tad pretmetināšana, pēdējā kosmētiskā metināšana |
 | V-veida rieva H=T/3 C≥4 L≤3 | 40o≤B≤60o 1/4≤K≤8 | vispirms divpusējā šuve, tad pretmetināšana, pēdējā kosmētiskā metināšana |
 | Divkāršā V rieva H=T/3 C≥4 L≤3 | 40o≤B≤60o 1/4≤K≤8 | vispirms divpusējā šuve, tad pretmetināšana, pēdējā kosmētiskā metināšana |
 | V-veida rieva H=T/3 C≥4 L≤3 | 40o≤B≤60o 1/4≤K≤8 | T-veida apstrāde, kā iepriekš, slīpu plākšņu metināšana pēc T formas pabeigšanas |
|
| V-veida rieva H=T2/3 C≥4 L≤3 | B≤60o 1/4≤K≤10 | metināšana vispirms, tad pretmetināšana, pēdējā kosmētiskā metināšana |
 dibena locītava
dibena locītava
 BlindZone
BlindZoneĶermeņa uzbūves tolerances tabula
| Struktūra | Lieta | Tolerance |
 | Fizelāžas struktūras ārējo elementu simetrija (Atstarpes pielaide △ b) | b≤1000 △b≤1.5 1000 b>2000 △b≤3,0 |
 | Fizelāžas struktūra taisnstūrveida (diagonāles L pielaide △ L) | L≤2000 △L≤3,0 2000. gads L>4000 △L≤5,0 |
 | Paralēlisms starp kolonnas struktūras augšdaļu un zemi t (slīpums, ieskaitot augšējo un apakšējo plāksni) | h≤4000 t≤2,0 4000 h>8000 t≤5,0 |
 | Fizelāžas struktūras augšējo un apakšējo dēļu neatbilstība | L≤2000 t≤2,0 L>2000 t≤3,0 |
Metināšanas leņķa pielaide
| Novērtējums | Īsās malas izmērs mm | |||
| ≤315 | >315 ~ 1 m | >1 ~ 2 m | > 2 m | |
| A | ≤1,5 | ≤2,0 | ≤2,5 | ≤3,0 |
| B | ≤2,5 | ≤3,0 | ≤3,5 | ≤4,0 |
| A | ±20′ | ±15′ | ±10′ | _ |
| B | ±1° | ±45′ | ±30′ | _ |
Metināšanas formas un novietojuma pielaide
| Novērtējums | Pamatizmērs mm | |||||
| ≤315 | >315 ~ 1 | >1 ~ 2 m | >2 ~ 4m | >4 ~ 8m | > 8 m | |
| A | 1.0 | 1.5 | 2.0 | 3.0 | 4.0 | 5.0 |
| B | 2.0 | 3.0 | 4.0 | 6.0 | 8.0 | 10.0 |
| C | 3.0 | 5.0 | 9.0 | 11.0 | 16.0 | 20.0 |
Ar pozitīvu un progresīvu attieksmi pret klientu zinātkāri, mūsu organizācija atkārtoti uzlabo mūsu produktu augstākās kvalitātes līmeni, lai apmierinātu patērētāju vēlmes, un turpmāk koncentrējas uz drošību, uzticamību, vides vajadzībām un Ķīnas iekšdurvju/tērauda durvju/koka durvju reljefa ražotāja inovācijām. Hidrauliskā presēšanas iekārta, mēs arī esam pārliecināti, ka jūsu izvēle var tikt izstrādāta ar optimālu kvalitāti un uzticamību.Lūdzu, bez maksas sazinieties ar mums, lai iegūtu sīkāku informāciju.
RažotājsĶīnas eļļas spiede, Preses mašīnas, Tie ir izturīgi modelē un efektīvi reklamē visā pasaulē.Nekādā gadījumā nepazūdiet galvenās funkcijas īsā laikā, tas ir obligāti jūsu gadījumā, ja jums ir izcila laba kvalitāte.Vadoties pēc principa “Piesardzība, efektivitāte, savienība un inovācijas.uzņēmums pieliek lielas pūles, lai paplašinātu savu starptautisko tirdzniecību, palielinātu uzņēmuma peļņu un palielinātu eksporta apjomu.Mēs esam pārliecināti, ka mums būs dinamiskas izredzes un turpmāko gadu laikā tiks izplatīti visā pasaulē.
Produktu kategorijas
-

2500T H-frame hidrauliskā prese kompozītmateriāliem SM...
-

Profesionāla Ķīnas Ķīnas hidrauliskā prese uzņēmumam ...
-
Ražošanas uzņēmumi Ķīnai Servo Double ...
-
Vairumtirdzniecības cena Ķīna Ķīna Daudzfunkcionāls Hor...
-

CE sertifikāts Ķīnas FM150 automātiskā papīra Rigi...
-
Vairumtirdzniecības OEM Ķīna Zemākā cena un augstas kvalitātes...




