

Hot smitende hydraulisk presse





YZ14 Hast Free Forging Hydraulic Press



Rammetype og fire-kolonne struktur;
Ved hjelp av servokontrollsystem, høy energisparing;
Rask 400 ~ 1000 mm/s, danner 50 ~ 200mm/s;
Kroppen er sveiset med Q355B -materiale, med sterk total stivhet;
Utstyrt med øvre bolt og dobbeltstøtte sikkerhetsbeskyttelsesenhet;
Valgfri hjelpesentralanordning, hjelpeapparat, presisjon automatisk smiing, manipulator og andre konfigurasjoner;
Gratis smiing, egnet for store smnelser med enkelt utseende, for å smi forskjellige store sjakter, ringer, kaker, ingotter og plater;
Egnet for smiing av forskjellige karbonstål, legeringsstål, verktøystål, lagerstål, fjærstål, rustfritt stål og høyt temperaturlegeringsstål;
Brukt i romfart, kraft, industri, skipsbygging, transport og andre felt;



Precision Die Forging Hydraulic Press


Rammetype og fire-kolonne struktur, som kan brukes til varm smiing eller kald ekstrudering.
Servokontrollsystem, mikrobevegelsesstøping, trykk og posisjonskontrollnøyaktighet 1%;
Justerbar hastighet 1 ~ 100mm/s, trinnløs hastighetsendring, høy formingsnøyaktighet;
Kroppen er sveiset med Q355B -materiale, med sterk total stivhet;
Utstøtet med øvre og nedre utkastsylindere, har utkastsylinderen en innebygd sensor for å nøyaktig kontrollere utkaststøpet;
Mye brukt i bil, maskiner, petrokjemisk, kjeleproduksjon, romfart, skipsbygging og andre bransjer.
Engangsformingen av polyhedrale strukturelle deler kan øke styrken på deler betydelig, redusere produksjonskostnadene og fremme lettere deler.

Hot Die Forging Hydraulic Press


Hovedtrekket ved hurtig die smiing er kontrollen av temperaturavviket mellom formen og den dannede delen. Formettemperaturen kan settes til å være høyere enn materialtemperatur, isotermisk og lav temperatur. Det deformerte materialet gjennomgår ofte dynamisk omkrystallisering under smiprosessen, noe som gjør at smiing av strukturen er ensartet og likeverdig fin krystallmorfologi;
Trykkstyringsnøyaktighet ± 0,1 MPa, posisjonskontrollnøyaktighet ± 0,02 mm。
Formingshastigheten er rask, de dannede delene har høy dimensjonal nøyaktighet og lave kostnader ..
Valgfri elektrisk oppvarming, mellomfrekvens, høy frekvens og andre oppvarmingsmetoder, automatisk lasting og lossing, flytter ut av arbeidsbenken;
Mye brukt i transport, kjøretøy, romfart, skipsbygging, infrastruktur, 3C elektronikk og andre felt


Multi-Sequence Die Forging Hydraulic Press



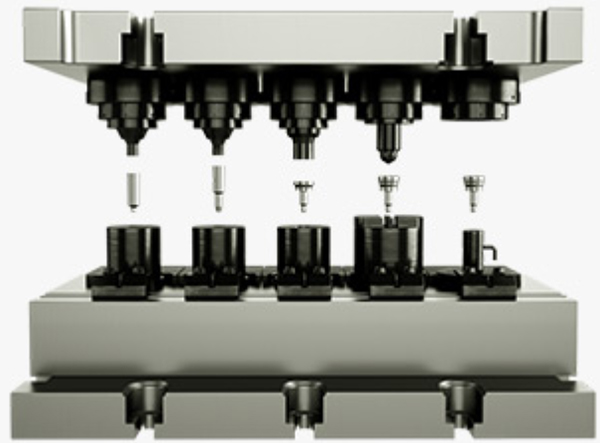
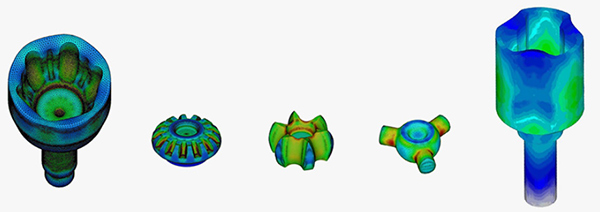


Multi-Sequence Die Forging Hydraulic Press er et synkront smiing av flere stasjoner, egnet for å danne spesielle smn, og kan også brukes til enkeltsekvensdannende og kalde ekstruderingsprosesser;
Servokontrollsystem, stabil taktkontroll, høy energisparing;
Rammetype Fuskelidestruktur, Fast smiing 2 ~ 5 prosesser, 3 ~ 30s/Time Forging Hastighet, høy smiingsnøyaktighet;
Q355B materiale sveiset kropp, sterk generell stivhet;
Tilpasset område 1 ~ 80mn, valgfri automatisk sentreringsenhet, automatisk lasting og lossing av robot, tråkker robot og andre konfigurasjoner.
Gjelder for forskjellige smiende produkter med enkle og symmetriske former;
Liten aksel, ring, kake, ingot, plate, hylse, lagerbehandling;
Smiing av forskjellige karbonstål, legeringsstål, verktøystål, lagerstål, fjærstål, rustfritt stål og høyt temperaturlegeringsstål;



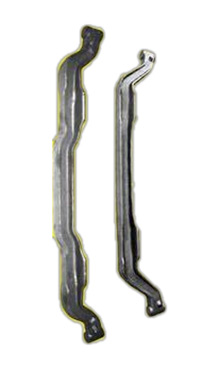
Multi-retnings



Denne serien med hydrauliske presser er designet med en rammestruktur, utstyrt med en hovedoljesylinder og en front, bak, venstre og høyre horisontale sylindere, med stabil kraft og høy presisjon;
Strukturen er enkel, materialutnyttelsesgraden er høy, de fleste forgings dannes på en gang, og produksjonskostnadene reduseres;
Hastighet 50 ~ 400mm/s, synkron ekstrudering med sidesylinder ; Kroppen er sveiset med Q355B -materiale, med sterk total stivhet;
De viktigste formingsproduktene har høy presisjon og ingen smiing av avsmalning ; ved bruk av servokontrollsystem, høy energisparing;
Brukt på forskjellige produkter med komplekse former og store mengder;
Passer for forskjellige ventillegemer, rørledd, endefuger, skiveakselenheter og andre forgaver;
Egnet for smiing av forskjellige karbonstål, kobber, aluminium og legeringsstålmaterialer;
Det kan konfigureres direkte med varm stansemanipulator og mellomfrekvensovn for å realisere helautomatisert støping;





