

Vroče kovanje hidravličnega tiska





YZ14 Hitro brezplačno kovanje hidravličnega tiska



Vrsta okvirja in struktura štiri stolpce;
Z uporabo servo krmilnega sistema, prihranka z visoko energijo;
Hitro 400 ~ 1000 mm/s, ki tvori 50 ~ 200 mm/s;
Telo je varjeno z materialom Q355B, z močno splošno togostjo;
Opremljen z zgornjim vijakom in varnostno zaščito z dvojno podporo;
Neobvezna pomožna naprava za centriranje, pomožna naprava za prebijanje, natančno samodejno kovanje, manipulator in druge konfiguracije;
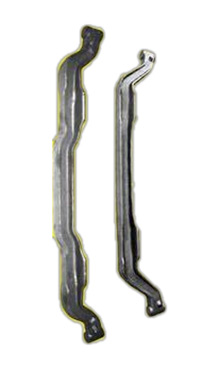
Brezplačno kovanje, primerno za velike odkupnine s preprostim videzom, za kovanje različnih velikih gredi, obroče, torte, ingote in krožnike;
Primerno za kovanje različnih ogljikovih jekla, zlitinskega jekla, orodnega jekla, ležajnega jekla, vzmetnega jekla, nerjavečega jekla in visoke temperaturne zlitine;
Uporablja se v vesoljskem vesolju, moči, industriji, ladjedelništvu, prevozu in drugih področjih;



Precision Die Forging Hydravlični tisk


Vrsta okvirja in štiri stolpca, ki se lahko uporablja za vroče kovanje ali hladno ekstruzijo.
Servo krmilni sistem, oblikovanje mikro gibanja, natančnost nadzora tlaka in položaja 1%;
Nasta
Telo je varjeno z materialom Q355B, z močno splošno togostjo;
Izmenjan z zgornjimi in spodnjimi izmetnimi jeklenki ima izmetni valj vgrajen senzor za natančno nadzorovanje izjemnega oblikovanja;
Široko se uporablja v avtomobilih, strojih, petrokemičnih, proizvodnji kotlov, vesoljskem, ladjedelništvu in drugih industrijah.
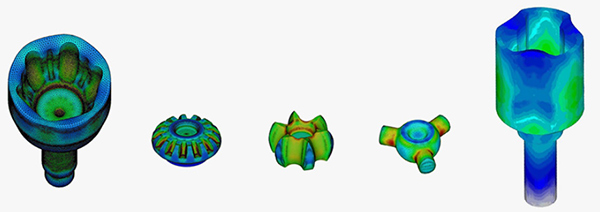
Enkratno oblikovanje poliedrskih strukturnih delov lahko znatno poveča moč delov, zmanjša stroške proizvodnje in spodbuja lažje dele.

Vroča matrica za kovanje hidravličnega tiska


Glavna značilnost vročega kovačenja je nadzor temperaturnega odstopanja med kalupom in oblikovanim delom. Temperatura plesni je lahko višja od temperature materiala, izotermalne in nizke temperature. Deformirani material pogosto podvrže dinamični rekristalizaciji med postopkom kovanja, zaradi česar je kovanje strukture enakomerne in enake fine kristalne morfologije;
Natančnost nadzora tlaka ± 0,1MPA, natančnost nadzora položaja ± 0,02 mm。
Hitrost oblikovanja je hitra, oblikovani deli imajo visoko dimenzijsko natančnost in nizke stroške.
Neobvezno električno ogrevanje, vmesna frekvenca, visokofrekvenčna in druge metode ogrevanja, samodejno nalaganje in razkladanje, premikanje iz delovne poti;
Široko se uporablja v prevozu, vozilih, vesoljskem, ladjedelništvu, infrastrukturi, 3C elektroniki in drugih poljih


Več-sekvenca die kovanje hidravličnega tiska



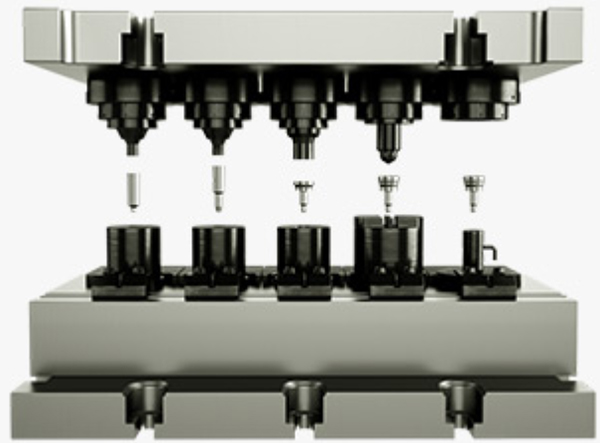


Hidravlični tisk z več sekvencami je večstopenjska sinhrona oprema za kovanje, ki je primerna za oblikovanje posebnih odkupnikov, poleg tega pa se lahko uporabi tudi za procese tvorjenja in hladnega ekstrudiranja v enem samem zaporedju;
Servo krmilni sistem, stabilen nadzor utripa, visoko prihranvanje energije;
Vodilna struktura tipa okvirja, hitro kovanje 2 ~ 5 procesov, 3 ~ 30s/čas kovanja hitrosti, visoka natančnost kovanja;
Q355B Material varjeno telo, močna splošna togost;
Prilagojeno območje 1 ~ 80mn, neobvezna naprava za samodejno centriranje, samodejno nalaganje in raztovarjanje robota, stopnic robota in druge konfiguracije.
Uporablja se za različne kovače izdelke s preprostimi in simetričnimi oblikami;
Majhna gred, prstan, torta, ingot, krožnik, rokav, obdelava ležajev;
Kovanje različnih ogljikovih jekla, zlitinskega jekla, orodja jekla, ležajnega jekla, vzmetnega jekla, nerjavečega jekla in visoke temperaturne zlitine;



Večsmerni hidravlični tisk kovanje matrice



Ta serija hidravličnih stiskalnic je zasnovana z okvirno strukturo, opremljeno z glavnim oljnim cilindrom in sprednjim, zadnjim, levim in desnim vodoravnim cilindrom, s stabilno silo in visoko natančnostjo;
Struktura je preprosta, stopnja uporabe materiala je visoka, večina odkovkov se oblikuje naenkrat, proizvodni stroški pa se zmanjšajo;
Hitrost 50 ~ 400 mm/s, sinhrona ekstruzija s stranskim valjem ; Telo je varjeno z materialom Q355B, z močno skupno togostjo;
Glavni izdelki, ki tvorijo, imajo visoko natančnost in brez kovanja koničanja, s pomočjo servo krmilnega sistema, prihranki z visoko energijo;
Uporablja se za različne izdelke s kompleksnimi oblikami in velikimi količinami;
Primerno za različna ventila, cevni sklepi, končne spoje, sklope diskovne gredi in druge odkupnine;
Primerno za kovanje materialov iz ogljikovega jekla, bakra, aluminija in zlitin;
Lahko ga neposredno konfigurirate z vročim udarnim manipulatorjem in vmesno frekvenčno pečjo, da uresničimo popolnoma avtomatizirano oblikovanje;





